
Главная » CADmaster №1(31) 2006 » Машиностроение Техническое перевооружение механообрабатывающего производства в ОАО «Елецгидроагрегат»
Лидирующие позиции, которые ОАО «Елецгидроагрегат» занимает в своей отрасли, в наше стремительное время невозможно сохранить без внедрения передовых технологий. И это прекрасно понимает руководство предприятия. Несколько лет назад было решено обновить парк металлорежущего оборудования и осуществить полную автоматизацию производства для повышения объемов и качества выпускаемых изделий, сокращения циклов, уменьшения затрат, повышения конкурентоспособности продукции.
Реализация этой непростой задачи была доверена компаниям CSoft Воронеж и Прайд-ТВЛ, которые на протяжении двух лет осуществляли разработку и внедрение проекта технического перевооружения механообрабатывающего производства в ОАО «Елецгидроагрегат». Этот проект предусматривал автоматизацию производственного процесса с помощью оборудования с ЧПУ, обеспечивающего значительное сокращение машинного времени и возможность проведения операций и переходов на одном станке. Модернизацию технической подготовки и управления производством предполагалось осуществить на базе современной комплексной системы TechnologiCS, а также программного обеспечения Autodesk Inventor Series, AutoCAD LT и MechaniCS.

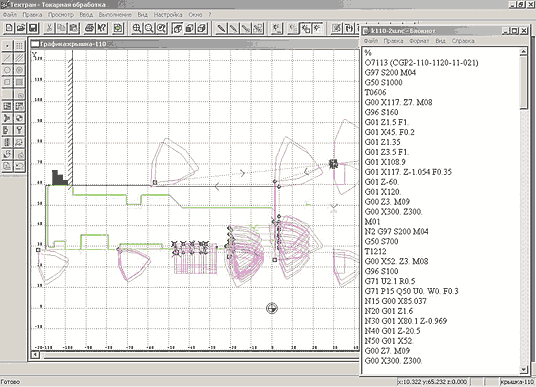
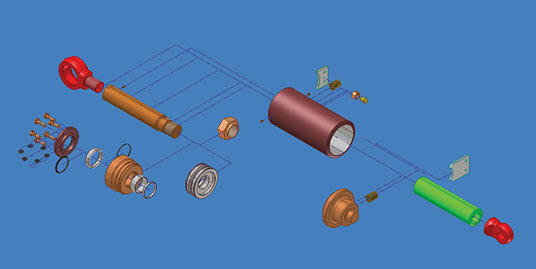
Безусловно, для внедрения новых технологий требовалось оснастить технический центр предприятия современной компьютерной и периферийной техникой и организовать локальную сеть. Разработку управляющих программ для станков с ЧПУ в предполагалось осуществить в системе Техтран. Проектом предусматривалась организация участка мехобработки деталей гидроцилиндров (типа «Крышка передняя» и «Поршень») и изделий к РВД.
Эти задачи и предстояло решить проектной группе и группе внедрения ПО, состоящих из ведущих специалистов компании CSoft Воронеж. После анализа деталей и разработки 3D-модели в системе Autodesk Inventor Series по чертежам заказчика был произведен подбор изделий-представителей и выполнен расчет годовой программы выпуска, разработаны технологические процессы обработки деталей-представителей в комплексной системе TechnologiCS.
Затем наступил черед подбора необходимого оборудования, технологической и организационной оснастки, а также режущего инструмента.
Для обработки деталей типа «Крышка передняя» и «Поршень» были определены патронно-центровые и патронные станки с ЧПУ TNL130AL и TNL150A производства компании TOPPER (Тайвань), а для обработки деталей к РВД типа «Муфта», «Ниппель» и «Бонка» — патронно-центровые станки с ЧПУ TNL-85A с прутковым податчиком BF1200.
В качестве технологической оснастки были выбраны гидрозажимные трехкулачковые патроны компании KITAGAWA (Япония) для станков TNL-130AL, TNL-150A и TNL-85A, цанговые патроны компании MARQUART (Германия) для станков TNL-85A; приспособление модульной конструкции типа «Разжимная цанга» производства компании ROHM (Германия) с приводом от гидросистемы станка TNL-130AL, предназначенное для обработки деталей типа «Крышка передняя» и «Поршень» по наружной поверхности.
Выбор режущего инструмента был сделан в пользу продукции ведущих мировых производителей — компаний ISCAR (Израиль), VARGUS (Израиль), TAEGUTEC (Корея).
После определения организационной оснастки — передвижных инструментальных тумбочек и тележек для заготовок и готовых деталей производства российской компании «Феррум» — наступил заключительный этап работы проектной группы: установление расчетной трудоемкости изготовления деталей путем моделирования процесса обработки, проведение расчета технологической загрузки оборудования и выполнение расчета экономической эффективности и срока окупаемости проекта техперевооружения.
Настала очередь следующей и, пожалуй, наиболее ответственной стадии — внедрения. Прежде всего была осуществлена поставка оборудования — станков, режущего инструмента, станочной и организационной оснастки.
После выполнения пусконаладочных работ и обучения станочников, операторов и обслуживающего персонала было осуществлено внедрение технологии мехобработки шести наименований деталей в соответствии с проектом. При этом особое внимание было уделено отработке режимов резания и доведению трудоемкости изготовления деталей до проектных норм.
Установив компьютерное и периферийное оборудование, программное обеспечение, множительную технику и организовав локальную сеть, специалисты компании CSoft Воронеж провели обучение технологов подготовке управляющих программ для станков с ЧПУ в системе Техтран и разработке технологических процессов в системе TechnologiCS с применением AutoCAD LT и MechaniCS.
Результаты не заставили себя долго ждать. После внедрения проекта по комплексной автоматизации предприятия производительность труда в ОАО «Елецгидроагрегат» значительно возросла, повысилось качество изготавливаемых изделий, а выпуск продукции в 2005 году увеличился более чем на 50%.
Владимир Кривцов
CSoft Воронеж
Тел.: (4732) 39−3050
E-mail: tool@csoft.vrn.ru
krivcov@csoft.vrn.ru
Скачать статью в формате PDF — 155.2 Кбайт |


