
Главная » CADmaster №2(75) 2014 » Машиностроение Основы компьютерного анализа литья термопластов: балансировка литниковой системы
Одним из требований к литниковым системам форм для литья термопластов под давлением является сбалансированное заполнение формы [1]. Нарушение этого требования может быть причиной появления различных дефектов литьевых деталей, к которым относятся недолив, утяжины, неравномерный блеск, снижение точности, ухудшение эксплуатационных характеристик и пр. Кроме того, при несбалансированном заполнении необходимо использовать литьевую машину с большим усилием запирания из-за увеличения среднего давления и, как следствие, распорного усилия в форме.
Под сбалансированным заполнением обычно подразумевают одновременное окончание заполнения всех гнезд литьевой формы (в многогнездных формах) или областей полости (в формах с несколькими впусками в оформляющую полость). Несбалансированное заполнение в многогнездных формах часто появляется вследствие уменьшения ее габаритных размеров с целью снижения стоимости формы или необходимости установки формы в литьевую машину меньшего типоразмера. В формах с несколькими впусками несбалансированность может возникать как следствие выбора определенных мест впуска. И в том и в другом случае для решения проблемы применяют процедуру балансировки литниковых каналов, обеспечивающую одновременное заполнение формы за счет изменения площади поперечного сечения участков литниковой системы.
Ниже рассмотрены некоторые вопросы методологии балансировки, а также возникающие при этом проблемы применительно к холодноканальным (необогреваемым) литниковым системам с использованием возможностей современного компьютерного анализа на примере программного продукта Autodesk Simulation Moldflow Insight 2014.
Разновидности балансировок
Основные разновидности балансировок холодноканальных литниковых систем схематично показаны на рис. 1 (на основе [2]).
![Рис. 1. Разновидности балансировок холодноканальных литниковых систем: балансировка диаметра (толщины) впускных литниковых каналов (а); балансировка диаметра (толщины) разводящих литниковых каналов (б); балансировка диаметра (толщины) при изменении длины разводящих литниковых каналов (в); балансировка разводящих литниковых каналов с использованием регулирующих клапанов (г); балансировка диаметра (толщины) разводящих литниковых каналов в форме с несколькими впусками в оформляющую полость (д); балансировка диаметра (толщины) разводящих литниковых каналов в «семейной» форме (е) (на основе [2])](https://www.cadmaster.ru/1280x900/assets/images/articles/cm_75_15/img01.png)
Преимуществом балансировки диаметра (толщины) впускных литниковых каналов (рис. 1а) является возможность применения экспериментального подхода (без предварительных расчетов) с несложной и сравнительно быстрой доработкой литниковой системы по результатам испытаний формы. Хотя данная разновидность балансировки широко используется в производственной практике [1, 3−4], она имеет существенные недостатки. Небольшое увеличение диаметра (толщины) впускных литниковых каналов может значительно изменить растекание расплава в гнездах формы, что вызвано явлением «задержки» расплава. Для сбалансированных таким образом литниковых систем характерна повышенная неустойчивость процесса заполнения при изменении условий или замене марки материала (эти вопросы обсуждается ниже).
Преимуществом балансировки диаметра (толщины) разводящих литниковых каналов (рис. 1б) являются: одновременное достижении фронтом расплава впускных литниковых каналов, что позволяет предотвратить «задержку» расплава, возможность регулирования профиля скорости впрыска и более высокая устойчивость процесса заполнения. Последнее справедливо при небольшой разнице путей течения для гнезд формы, однако при увеличении этой разницы неустойчивость процесса заполнения повышается. Данная разновидность балансировки требует предварительных расчетов.
Балансировка с одновременным изменением диаметра (толщины) и длины разводящих литниковых каналов (рис. 1в) применяется для уменьшения разницы путей течения расплава в ветвях литниковой системы, что позволяет повысить устойчивость процесса заполнения формы. Поскольку при течении вязких жидкостей, к которым относятся расплавы литьевых термопластов, повороты каналов мало влияют на суммарные потери давления, длина разводящего литникового канала может быть увеличена за счет его искривления, что дает возможность избежать увеличения габаритных размеров литьевой формы.
Сравнительно новым направлением является балансировка с использованием регулирующих клапанов (рис. 1г), позволяющих изменять площадь поперечного сечения участка разводящего литникового канала. Регулировка производится вручную по результатам испытаний формы. В работе [5] было предложено использовать поворотные клапаны цилиндрической формы с каналом внутри (канал клапана имеет такое же поперечное сечение, как и у разводящего литникового канала). При исходном положении ось канала в клапане совпадает с осью разводящего литникового канала и клапан в этом случае не оказывает влияния на течение расплава. При повороте клапана площадь поперечного сечения на входе и выходе из канала клапана уменьшается, что позволяет повысить потери давления при течении расплава в ветви литниковой системы. Другой тип клапанов, позволяющих изменять площадь поперечного сечения области канала с помощью винтового знака, рассмотрен в работе [6].
Широкое распространение получила балансировка диаметра (толщины) разводящих литниковых каналов в формах с несколькими впусками в оформляющую полость (рис. 1д).
На рис. 1е схематично показана балансировка диаметра (толщины) разводящих литниковых каналов при изготовлении в одной «семейной» форме различных деталей, что позволяет уменьшить затраты на подготовку производства. Такие конструкции применяются при литье комплектов корпусных деталей (например, основания и крышки) для обеспечения одинаковой усадки и цвета (при окрашивании в массе полимерного сырья). Большие комплекты деталей масштабных моделей и игрушек также изготавливаются в одной форме.
Процедура балансировки
Autodesk Simulation Moldflow Insight 2014 включает анализ заполнения с автоматической балансировкой разводящих 1D-литниковых каналов, который может использоваться как для 2.5D- (по «средней линии» и Dual Domain) так и 3D-метода моделировании течения расплава в оформляющей полости.
Целью автоматической балансировки является достижение одинаковых потерь давления расплава и времени впрыска для всех ветвей расплава в отливке путем последовательных итераций при изменении поперечного сечения участков каналов. Алгоритм поиска решения предусматривает уменьшение разницы размеров поперечного сечения каналов. После каждой итерации выполняется анализ стадии заполнения, поэтому для анализа с автоматической балансировкой может потребоваться значительно большее время, чем для простого анализа заполнения формы.
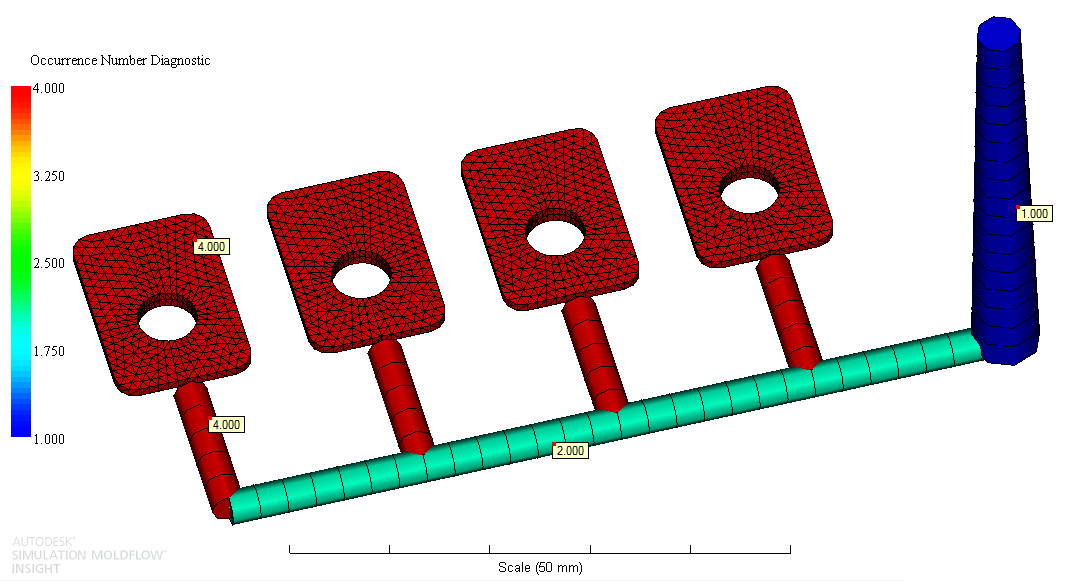
Для уменьшения времени расчета модель отливки в многогнездной форме можно упростить с использованием «повторяемости» (occurrence number) — специального атрибута, задаваемого для элементов полимерной детали и участков литниковой системы. На рис. 2 показан пример модели отливки в шестнадцатигнездной форме, для анализа которой достаточно построить модель четырех гнезд, а остальные гнезда можно учитывать с помощью «повторяемости».
Автоматический алгоритм может применяться для разновидностей балансировки, показанных на рис 1а, 1б, 1д и 1е. При необходимости комбинировать балансировку диаметра (толщины) с изменением длины каналов изменение длины в модели осуществляется вручную.
В Autodesk Simulation Moldflow Insight 2014 автоматическая балансировка холодноканальных литниковых систем выполняется только для каналов с атрибутом типа канала «cold runner» (необогреваемый разводящий литниковый канал), причем пользователь может установить допустимый диапазон изменения размеров для поперечного сечения участка канала при балансировке, а также запретить изменение размеров некоторых каналов. При балансировке впускных литниковых каналов необходимо изменить значение атрибута типа канала на «cold runner» для участков, подлежащих балансировке.
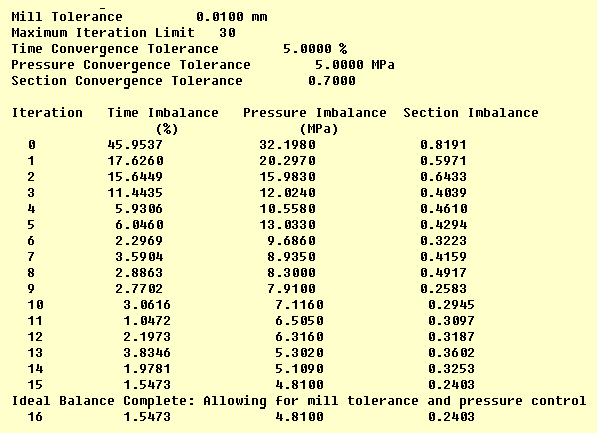
В условиях анализа заполнения с автоматической балансировкой литниковых каналов следует задать давление балансировки (target pressure). Увеличение давления балансировки ведет к уменьшению размеров поперечного сечения литниковых каналов. Балансировка невозможна, если заданное давление балансировки меньше суммарных потерь давления в оформляющей полости и участках литниковых каналах, не подлежащих балансировке. На рис. 3 приведен фрагмент протокола анализа с некоторыми условиями расчета и результатами для итераций.
Возможность автоматической балансировки во многом определяется конструкцией литниковой системы: в частности, чем больше начальная разница путей течения для ветвей отливки, тем труднее сбалансировать литниковую систему.
Погрешность анализа с автоматической балансировкой литниковых каналов зависит от погрешности прогнозирования потерь давления при течении расплава в литниковой системе и полости формы. Эта погрешность, в частности, может значительно повышаться, если при моделировании не учитывается влияние вязкоупругости расплава на потери давления, а также зависимость вязкости от давления.
При проведении балансировки 1D-литниковых каналов следует избегать таких конструкций литниковой системы, которые могут вызвать неравномерное распределение температуры в каналах из-за влияния нестационарности [7], поскольку это явление не учитывается при моделировании 1D-течения.
Для упрощенной модели литьевой детали, а также при анализе по методу Dual Domain необходимо принимать во внимание влияние разницы объемов модели и реальной детали на результаты балансировки. В методе Dual Domain эта разница увеличивается при уменьшении относительного количества «спаренных» (matched) элементов.
Балансировка с использованием клапанов может быть выполнена в Autodesk Simulation Moldflow Insight 2014 в «ручном» режиме, при изменении соответствующих участков в модели литниковых каналов.
Полученные в результате балансировки размеры литниковых каналов необходимо округлить с приемлемой для инструментального производства точностью и убедиться в сохранении достигнутой сбалансированности заполнения путем проверочного расчета.
Устойчивость процесса заполнения для сбалансированных литниковых систем
Устойчивость (робастность) технологического процесса к изменениям условий литья, вызванным колебаниями свойств сырья, режима работы термопластавтомата или внешних условий, является одним из требований к конструкции литьевой детали и формы.
После балансировки система оказывается более чувствительной к изменениям условий процесса заполнения по сравнению с конструкциями, не требующими балансировки, поскольку сбалансированное заполнение сохраняется только в определенном диапазоне изменения технологических параметров процесса и реологических характеристик материала.
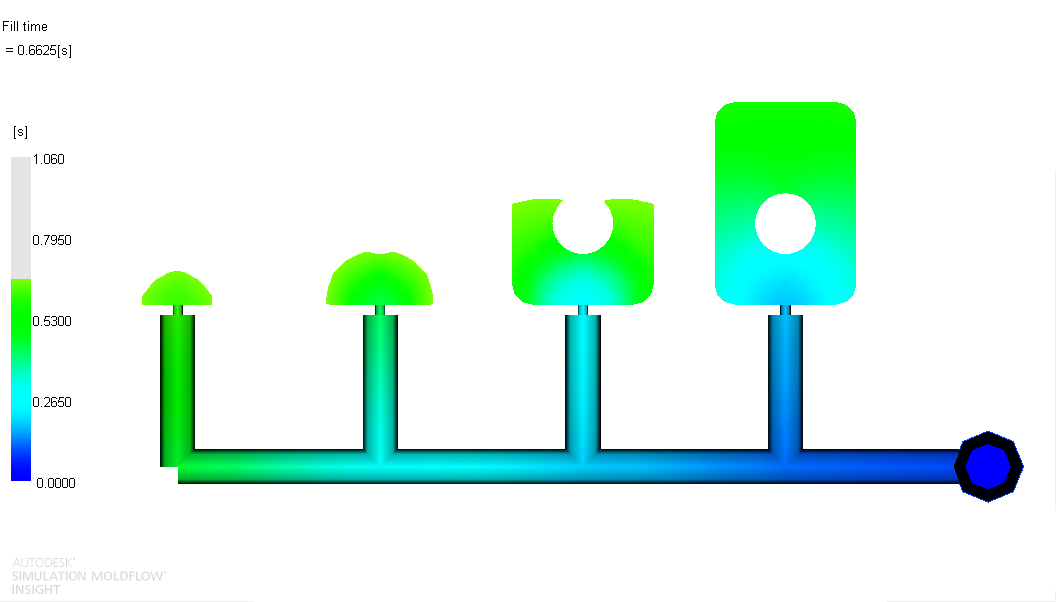
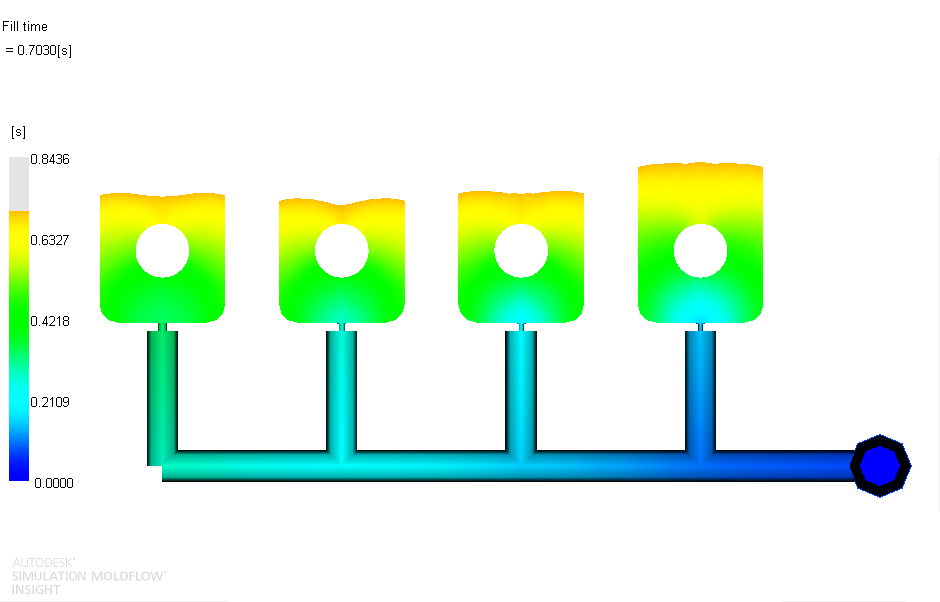
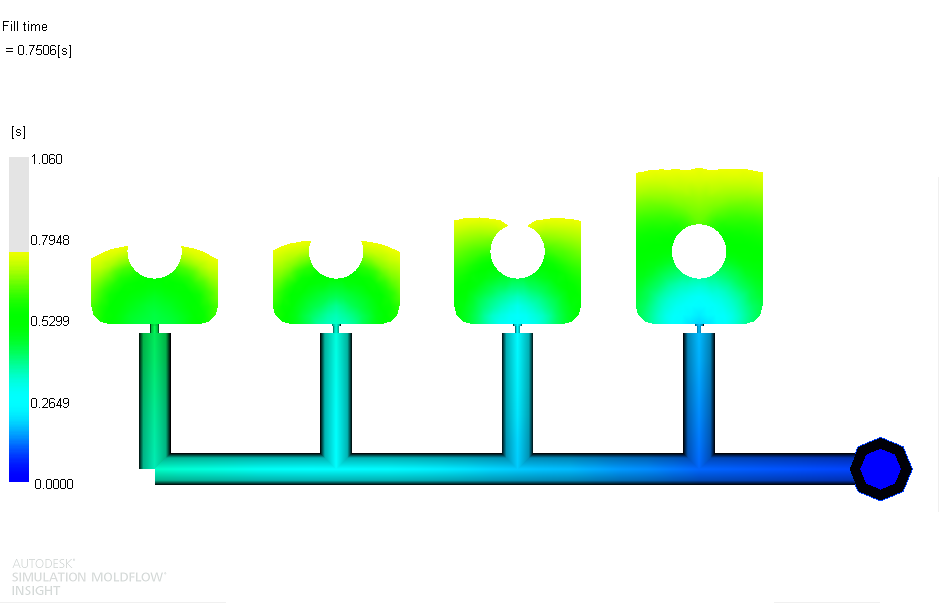
Рассмотрим в качестве примера процесс заполнения шестнадцатигнездной формы расплавом для двух марок ненаполненного ПА 66, различающихся по вязкости: марки 1 с эффективной вязкостью 126 Па.с и марки 2 с эффективной вязкостью 84 Па.с (значение вязкости определены при температуре 290 оС и скорости сдвига 1000 1/с). Картина растекания расплава материала 1 в форме для исходной несбалансированной литниковой системы представлена на рис. 4. Балансировка впускных литниковых каналов для материала 1 обеспечивает одновременное заполнение гнезд формы (рис. 5), однако при изменении времени впрыска (рис. 6) или замене материала 1 на материал 2 (рис. 7) балансировка нарушается.
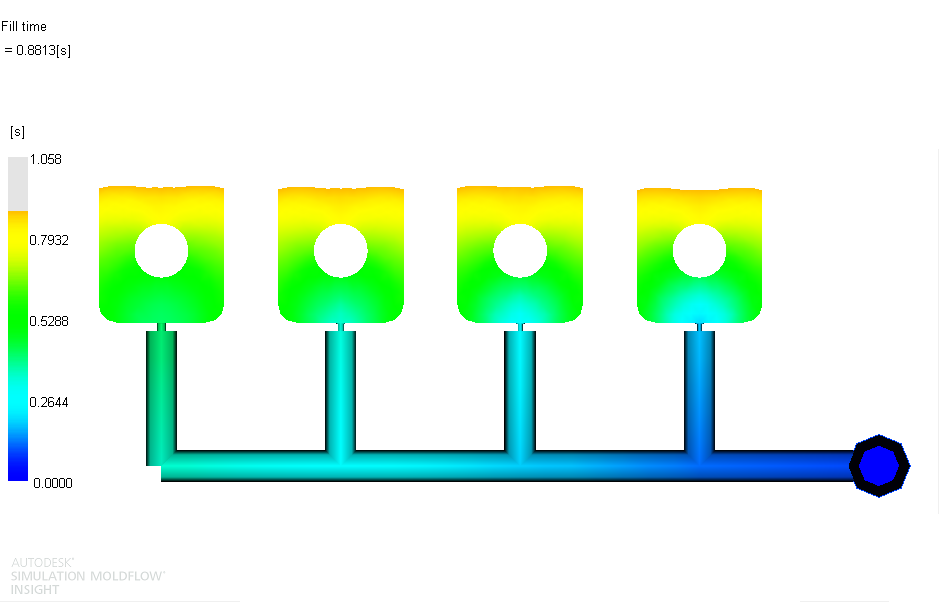
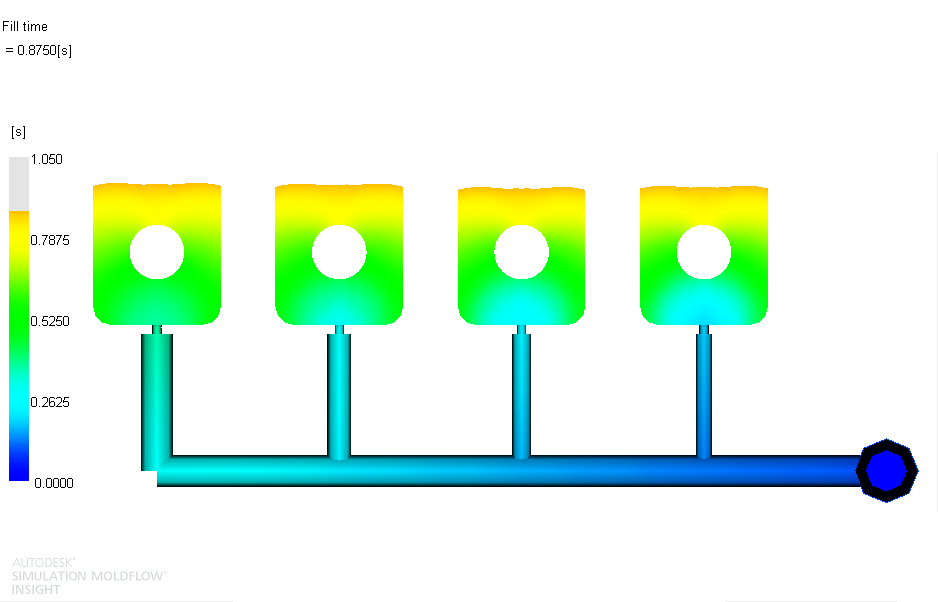
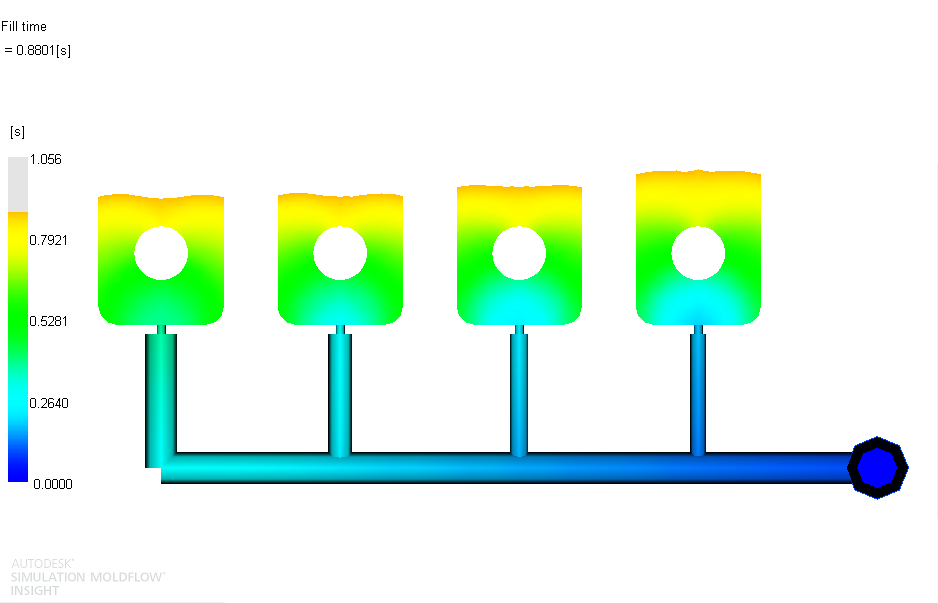
В то же время процесс заполнения после балансировки разводящих литниковых каналов (рис. 8) проявляет большую стабильность при изменении условий впрыска или замене материала (рис. 9).
|
|
|
|
|
|
Регулирование профиля скорости впрыска и проблемы уплотнения
При выборе конструкторских решений необходимо учитывать, что возможность регулирования профиля скорости впрыска может оказаться более важной для получения качественных деталей, чем условие одновременного окончания заполнения гнезд формы. Ступенчатое регулирование скорости впрыска — эффективный метод устранения целого ряда дефектов литьевых деталей, таких как неустойчивое течение вблизи впуска, грампластинка, повышенные остаточные напряжения и пр., однако оно может применяться только в тех случаях, когда фронты потоков расплава одновременно достигают впускных литниковых каналов.
Неустойчивое течение вблизи впуска (в том числе струйное течение) особенно опасно для материалов с низкой эластичностью расплава, таких как поликарбонат, АБС-пластики, полиформальдегид и пр., а также для наполненных термопластов. При литье этих материалов следует избегать конструкций, не обеспечивающих одновременного достижения фронтами потоков расплава впускных литниковых каналов, например, с балансировкой впускных литниковых каналов.
Для получения качественных литьевых деталей необходимо произвести адекватное уплотнение термопластичного материала в гнездах формы, чтобы избежать дефектов, вызванных недоуплотнением, переуплотнением и неравномерным уплотнением [8]. Недоуплотнение может появляться вследствие малой толщины разводящих или впускных литниковых каналов, например, когда толщина разводящего литникового канала оказывается меньше, чем толщина литьевой детали.
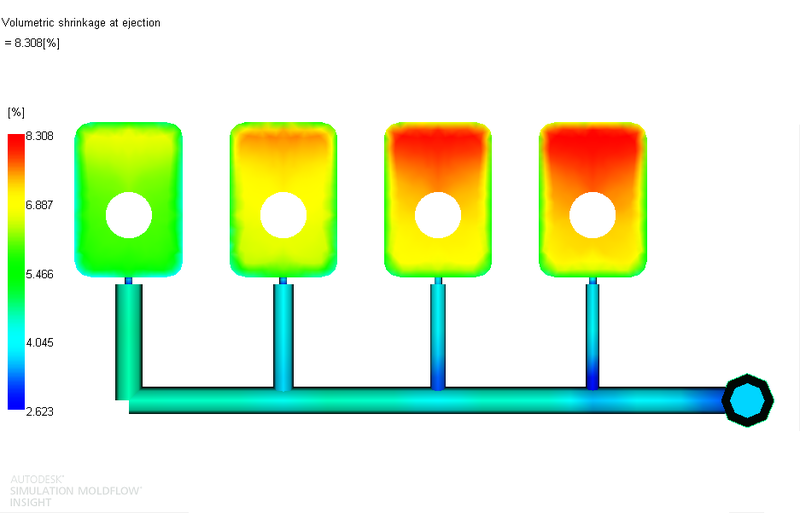
Выше уже упоминалось, что балансировка впускных литниковых каналов приводит к повышенной неравномерности уплотнения термопластичного материала в разных гнездах отливки. Однако при большой разнице путей течения балансировка разводящих литниковых каналов также может быть причиной существенных различий в условиях уплотнения гнезд формы. В рассматриваемом примере балансировка разводящих литниковых каналов (результат балансировки показан на рис. 8) ведет к существенной разнице объемной усадки в гнездах формы (рис. 10), которая является одной из важнейших характеристик процесса уплотнения. Разница условий уплотнения приводит к разной продольной и поперечной линейной усадке (измерения проводились через центр отливки), а также к анизотропии усадки, определяемой как отношение поперечной усадки к продольной (см. таблицу). Результаты расчетов процесса уплотнения приведены для постоянного давления выдержки 80 МПа и времени выдержки под давлением 10 с.
Как было отмечено выше, различия условий уплотнения и линейной усадки для гнезд формы можно уменьшить при использовании комбинированной балансировки за счет толщины при изменении длины разводящих литникововых каналов.
| Результат расчета | Гнездо 1 | Гнездо 2 | Гнездо 3 | Гнездо 4 |
|---|---|---|---|---|
| Потери давления при впрыске (литьевая деталь + литниковая система), МПа | 46 | 46 | 46 | 46 |
| Максимальная объемная усадка перед раскрытием формы, % | 8,3 | 8,1 | 7,6 | 6,7 |
| Продольная усадка, % | 0,60 | 0,60 | 0,55 | 0,55 |
| Поперечная усадка, % | 1,29 | 1,29 | 1,21 | 1,0 |
| Анизотропия усадки, % | 0,47 | 0,47 | 0,45 | 0,55 |
Альтернативные методы балансировки
Очевидно, что хотя требование одновременного окончания заполнения гнезд формы или частей оформляющей полости и относится к традиционным, в целом ряде случаев оно не обеспечивает получение качественных изделий. По этой причине были предложены альтернативные методы балансировки литниковых каналов.
В работе [9] рассматривается балансировка литниковой системы на основе прогнозирования изменения давления от времени в разных гнездах литьевой формы для стадии уплотнения. Метод балансировки литниковых каналов с целью минимизации разницы линейной усадки для разных гнезд литьевой формы предложен в работе [10].
В общем случае целью балансировки может быть достижение комплекса требуемых характеристик качества литьевой детали, включая внешний вид, размерную точность и эксплуатационные свойства. Разработка таких алгоритмов балансировки является перспективной научной задачей.
Литература
- Менгес Г., Микаэли В., Морен П. Как делать литьевые формы. Пер. с англ. под ред.
Э.Л. Калинчева ,В.Г. Дувидзона . — СПб: Профессия, 2007. — 640 с. - Schacht T., Maier U., Esser K., Kretzschmar O., Schmidt T. CAE/CAD in injection molding, blow molding, and foam molding — the shortest way to mold design // Adv. Polym. Tech. 1985. V. 5,
№ 2 . — P. 99−137. - Видгоф
Н.Б. Основы конструирования литьевых форм для термопластов. — М: Машиностроение, 1979. — 265 с. - Пантелеев А.П.,
Шевцов Ю.М. , ГорячевИ.А. Справочник по проектированию оснастки для переработки пластмасс. — М.: Машиностроение, 1986. — 400 с. - Coulter J.P. Cavity specific control of melt flow during injection molding processes // Proc. of ASME Int. Mechanical Engineering Congress and Exposition. Washington. 2003. V. 3.
- Rhee B.-O., Park H., Cha B.-S., Lee K. An experimental study of the variable-runner system // 64 th SPE ANTEC Tech. Papers. 2006. — P. 1113−1117
- Beaumont J.P., Young J.H., Jaworski M.J. Mold filling imbalances in geometrically balanced runner systems // J. Reinf. Plast. Comp. 1999. V. 18,
№ 6 . — P. 572−590. - Барвинский И.А., Барвинская
И.Е. Проблемы литья под давлением изделий из полимерных материалов: уплотнение // Полимерные материалы. 2014.№ 3 . — С. 3−13. - Lee B.H., Kim B.H. Automater design for the runner system of injection mold based on packing simulation // Polymer Plast. Tech. Eng. 1996. V. 35,
№ 1 . — P. 147−168. - Alam K., Kamal. M.R. Runner balancing by a direct genetic optimization shrinkage // Polym. Eng. Sci. 2004. V. 44,
№ 10 . — P. 1949−1959.
главный специалист отдела САПР и инженерного анализа ЗАО «СиСофт»
Тел.: (495) 069−4488
E-mail: ibarvinsky@csoft.ru
Инна Барвинская
Скачать статью в формате PDF — 2.01 Мбайт |


