
Главная » CADmaster №2(63) 2012 » Машиностроение *Заметки на полях… или «скорая техническая помощь» К. Балакину от специалистов CSoft
Уважаемый Константин! Насколько я помню, все ситуации, вызывающие у вас затруднения, были подробно рассмотрены во время прохождения курса обучения. Конечно, все может забываться, но это не страшно: достаточно еще раз пролистать литературу или просмотреть ролики обучения, расположенные на сайте www.solidcam.com.
Однако, на мой взгляд, трудность восприятия элементарных вещей обусловлена тем, что многолетняя практика работы в серьезном и непростом пакете Unigraphics вырабатывает навык решения простейших задач сложным путем. Это напоминает состояние новоиспеченного магистра математического факультета, который с легкостью решает log98(X)=2, но не может без калькулятора вычислить 982(=10 0 0 0−40 0+4=9 6 04)!
Итак, пробежимся еще раз по возможностям SolidCAM.
- Пользователь SolidCAM работает с копией конструкторской модели или сборки, что позволяет решить вопрос взаимодействия между конструктором и технологом. Это обеспечивает ответственность конструктора за корректность и полноту передаваемой технологу графической информации. А технолог следует «воле конструктора», работая с ассоциативной копией конструкторской информации, ничем не нарушая и не редактируя полученный файл. Все это автоматически выполняется программой в начале создания проекта обработки. И ничего дополнительно делать не надо!
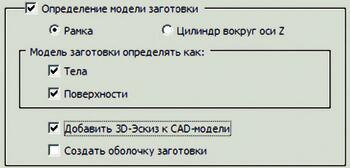
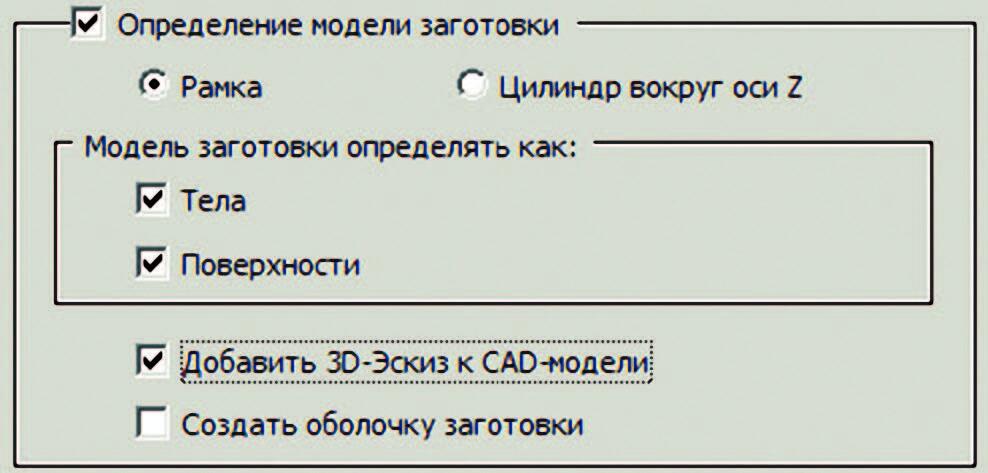
- Заготовка может быть создана несколькими путями.
-
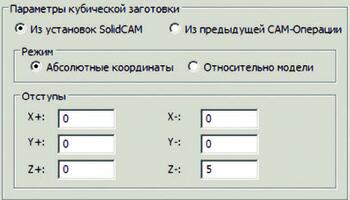
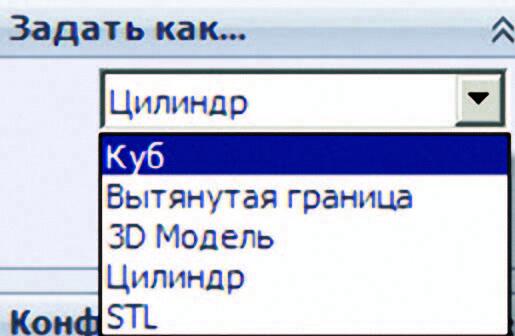
 Куб — создание параллелепипеда с заданными значениями припусков по трем осям. Вытянутая граница — создание призматического тела по заданному закрытому контуру с указанной высотой.
Куб — создание параллелепипеда с заданными значениями припусков по трем осям. Вытянутая граница — создание призматического тела по заданному закрытому контуру с указанной высотой. - 3D-модель — задание заготовки в виде произвольного тела, которое должно быть добавлено компонентом сборки в SOLIDWORKS.
- Цилиндр — вытянутый вдоль оси Z цилиндр с заданным диаметром или отступом от геометрии обработки.
- STL — определение заготовки указанием STL-файла.
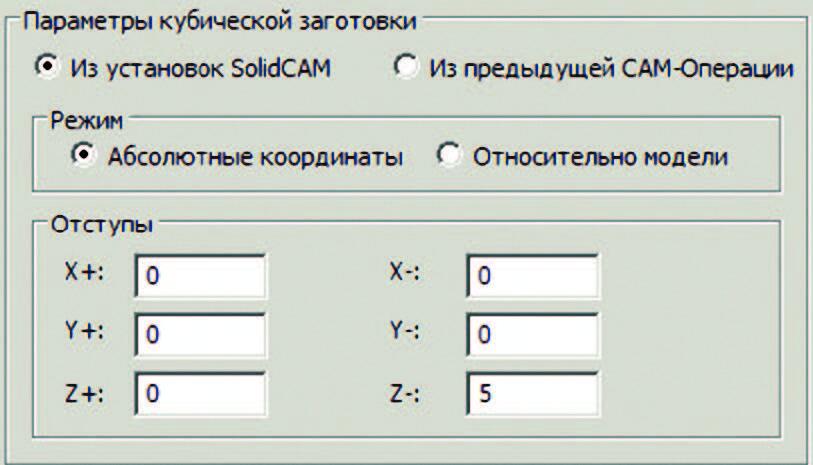
Из всех этих способов, вероятнее всего, вами применяется Куб. Для автоматического определения заготовки в виде Куба предусмотрена возможность использовать настройки соответствующих опций SolidCAM.
-
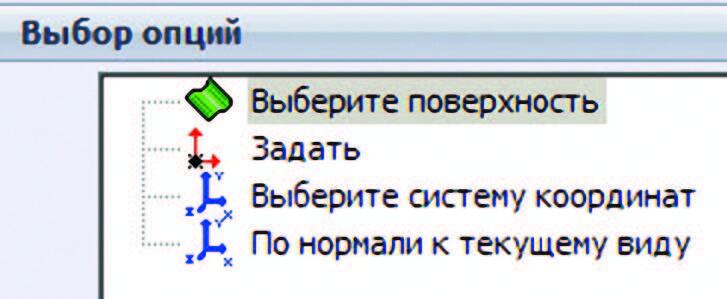
- Технологическая система координат может быть также задана несколькими способами.
-
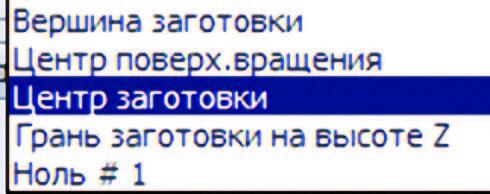
 Выбор поверхности — создание системы координат в плоскости указанной поверхности с автоматическим определением центра координат в соответствии с выбранной опцией.
Выбор поверхности — создание системы координат в плоскости указанной поверхности с автоматическим определением центра координат в соответствии с выбранной опцией. -
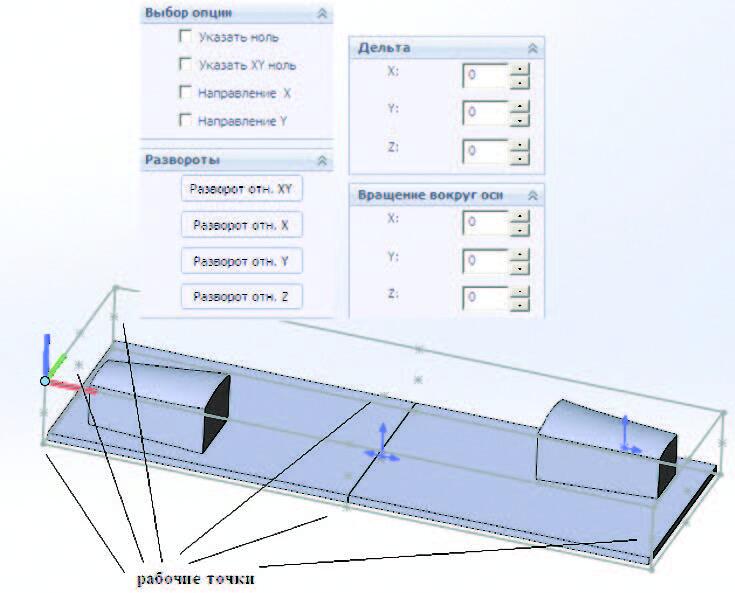
 Задать — создание системы координат посредством указания расположения ее центра и направлений осей.
Задать — создание системы координат посредством указания расположения ее центра и направлений осей.
- Выбор системы координат — создание системы координат указанием ранее созданной координатной системы SOLIDWORKS.
- По нормали к текущему виду — создание системы координат в точке конструкторской координатной системы SOLIDWORKS с направлением оси Z перпендикулярно текущему видовому экрану.
-
О длинных программах
Для меня непонятны попытки специалистов компаний, обладающих легальным программным обеспечением и действующим контрактом сопровождения, искать решения возникших вопросов на интернет-форумах. Скорее всего, это опять-таки синдром «брошенных пользователей», выработанный многими годами работы с Unigraphics. Как правило, ответы на форумах по техническим вопросам, связанным с настройкой постпроцессоров, дают «самоучка-практики, и в подавляющем большинстве случаев такие ответы либо не предлагают оптимального решения, либо являются отпиской в виде «в этом софте такое сделать нельзя».
Предлагаю познакомиться с нашими вариантами решений проблемы «длинных программ».
Во-первых, решить вопрос правильной «перенумерации» кадров можно с помощью элементарной дополнительной настройки постпроцессора. Я специально засек время: работа заняла менее 2 минут! Пример программы с ограничением номера кадра двумя знаками («99») приведен ниже.
| Без настройки | С настройкой |
|---|---|
|
% 100(postprocessor Willemin_BF) N1G1G54G17G90X0.25Y15Z47F3000 N2G52T2D2 N99Y15.291 Z63.804 N100Y15.311Z63.931 N198Y20.701 Z75.892 N199Y20.781 Z75.989 N200Y20.862Z76.085 N143288Z130 N143289M02 |
% 100(postprocessorWillemin_BF) N1G1G54G17G90X0.25Y15Z47F3000 N2G52T2D2 N99Y15.291 Z63.804 N1Y15.311Z63.931 N99Y20.701 Z75.892 N1 Y20.781 Z75.989 N2Y20.862Z76.085 N35Z130 N36M02 |
Но… мой опыт практической работы не позволяет считать, что таким способом можно решить проблему «длинных УП», ведь в результате мы не уменьшили объем программы, которая должна считываться стойкой управления станка.
Во-вторых, в какой-то мере решить данную задачу поможет разбивка одной программы на несколько частей, как показано ниже. Что тоже осуществлено посредством дополнительной настройки постпроцессора. Времени на подобную настройку ушло больше, но не критично — около 30 минут, и то лишь потому, что это я тоже делал впервые. А с полученным опытом процесс займет считаные секунды!
| Без настройки | С настройкой (ограничение -5 знаков в номере кадра) | |
|---|---|---|
|
% 100(postprocessorWillemin_BF) N1G1G54G17G90X0.25Y15Z47F3000 N2G52T2D2 N99Y15.291 Z63.804 N198Y20.701Z75.892 N143288Z130 |
% 100(postprocessorWillemin_BF) N1G1G54G17G90X0.25Y15Z47F3000 N2G52T2D2 N99704X83.75 N99997Y31.938Z83.665 |
% 100_1 (postprocessor Willemin_BF) N1G0Z130 N2X83.75Y31.819 N3Z83.665 N4Y31.819Z83.624 N43289Z130 |
Данный способ лучше, но также имеет огромное количество недостатков, обусловленных строгим соблюдением последовательности выполнения программ, необходимостью корректного восприятия текущего инструмента и рабочих режимов резания. Скорее всего, этого вы сможете достичь только последовательной отработкой всех программ без выключения станка. А если случится сбой электричества или наступит конец смены?!

И в-третьих, наши рекомендации по решению подобных задач сводятся к дооснащению и модернизации «старых станков» современными средствами передачи данных. Описанию таких устройств и принципов работы с ними был посвящен ряд материалов, опубликованных в нашем журнале (CADmaster
Комплекс ЭСЗУ-К предназначен для ввода, вывода, хранения, визуализации и редактирования информации. Основная область его применения — использование в качестве интеллектуального устройства ввода-вывода систем ЧПУ. ЭСЗУ-К позволяет внедрить технологию обмена УП между персональным компьютером и оборудованием с ЧПУ посредством сменных блоков энергонезависимой электронной памяти (картриджей).
ЭСЗУ-К обеспечивает высокую надежность двустороннего обмена информацией в системе ПЭВМ — ЭСЗУ-К — СТАНОК с ЧПУ в любых цеховых условиях.
Скачать статью в формате PDF — 1.85 Мбайт |


