
Главная » CADmaster №5(60) 2011 » Машиностроение Компьютерный анализ литья пластмасс: принципы эффективности
Программные продукты для моделирования литья пластмасс с использованием численных методов (компьютерный анализ) получили широкое распространение в качестве инструмента при решении практических задач инструментального и литьевого производства. Компьютерный анализ позволяет еще до изготовления пресс-формы оценить влияние конструкции литьевого изделия и пресс-формы, а также характеристик литьевого оборудования на особенности технологического поведения полимерного материала, спрогнозировать и предотвратить возникновение проблем, связанных с появлением дефектов изделий, длительностью цикла литья и др. Он может применяться для выявления причин и нахождения способов устранения брака при литье, если, например, на этапе подготовки производства моделирование процесса не проводилось.
Современный компьютерный анализ литья пластмасс предусматривает использование разнообразных программных средств, упрощающих подготовку модели литьевого изделия и пресс-формы, сбор данных, управление расчетами, вывод результатов и формирование отчетов. Однако пока не существует методов, позволяющих автоматически найти оптимальное решение конкретной задачи [1], что обусловлено большим количеством влияющих на результат факторов из-за высокой сложности этого технологического процесса и многообразия конструкций.
Эффективность полученного в ходе компьютерного анализа решения напрямую зависит от учета особенностей методов моделирования процесса, условий выполнения расчетов и функциональных возможностей программного продукта. Рассмотрим принципы эффективного использования компьютерного анализа литья термопластичных материалов на примере продуктов Autodesk Moldflow Adviser 2012 и Autodesk Moldflow Insight 2012.
Постановка задачи
На этапе постановки задачи определяются цели анализа и производится предварительная оценка эффективности доступных алгоритмов расчета с учетом имеющейся лицензии и ресурсов используемой компьютерной системы
Autodesk Moldflow Adviser 2012 и Autodesk Moldflow Insight 2012 позволяют выполнить моделирование стадий заполнения, уплотнения и охлаждения отливки в форме, рассчитать коробление и решить многие другие задачи. Данные программы имеют модульную структуру, которая обеспечивает возможность оптимизировать затраты на приобретение лицензии, но накладывает соответствующие ограничения на функциональность продукта. Например, для прогнозирования типичных проблем (к которым относятся утяжины и внутренние усадочные полости) толстостенных изделий и изделий, содержащих утолщения, недостаточно выполнить анализ заполнения. Необходима лицензия на продукты, позволяющие производить анализ уплотнения, поскольку указанные дефекты определяются условиями этой стадии.
Ресурсы компьютерной системы являются одним из важнейших факторов, влияющих на эффективность применения компьютерного анализа литья пластмасс при выполнении многих задач. Продукты Autodesk Moldflow 2012 поддерживают параллельные расчеты и вычисления на графических процессорах, что значительно сокращает время, необходимое для анализа. Последнее является особенно важным для сеток, содержащих большое количество элементов, а также для оптимизационных алгоритмов, в которых выполняется серия расчетов при варьировании условий.
Выбор метода анализа и подготовка модели отливки
При выполнении расчетов процесса литья термопластов в продуктах Autodesk Moldflow 2012 пользователь имеет возможность применять различные методы (технологии) анализа: 2.5D-анализ на сетке из треугольных элементов, построенной на «средней линии» литьевой полости (Midplane), 2.5D-анализ на поверхностной сетке из треугольных элементов, построенной на оболочке твердотельной модели (Dual-Domain), а также 3D-анализ на сетке из тетраэдрических элементов.
В 2.5D-методах применяется комбинация конечно-элементной и конечно-разностной схем на основе модели Хеле-Шоу (Hele-Shaw), описывающей процесс двумерного послойного течения (нет течения в направлении толщины элемента), тогда как в 3D-анализе моделируется трехмерное течение расплава полимерного материала.
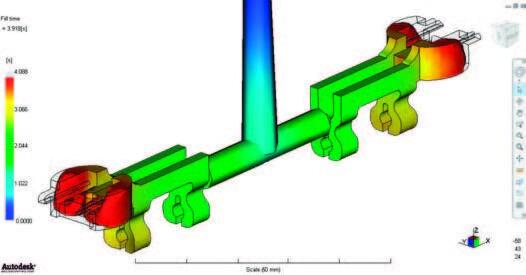
Каждый из методов имеет свои преимущества и недостатки [2], поэтому выбор оптимального зависит от конструктивных особенностей литьевого изделия и решаемой задачи. В частности, 3D-анализ больше подходит для расчета изделий с относительно большими толщинами стенок (рис. 1), тогда как для сравнительно тонкостенных изделий обычно используются 2.5D-методы.
|
|
Требования применяемого метода моделирования должны учитываться при подготовке модели изделия. Например, при использовании метода Dual-Domain автоматически выполняется процедура синхронизации потоков. Продукты Autodesk Moldflow Insight 2012 позволяют построить специальную сетку, содержащую «спаренные» узлы на противоположных поверхностях стенки изделия, что упрощает синхронизацию потоков. Если в каких-либо областях модели синхронизация потоков оказывается невозможной (обычно это обусловлено геометрией изделия), происходит искажение картины растекания расплава, возрастает ошибка прогнозирования потерь давления при впрыске и других характеристик процесса литья.
В настоящее время геометрическую модель изделия для анализа (сетку) чаще всего получают путем соответствующих преобразований CAD/CAE-моделей. В процессе подготовки сетки геометрия изделия часто упрощается (это особенно характерно для 2.5В-анализа), что необходимо учитывать при оценке результатов расчетов. Упрощения модели выполняются таким образом, чтобы они приводили к затруднению условий процесса литья по сравнению с реальным процессом. Практическое использование данного принципа может быть связано с определенными проблемами, если упрощения по-разному влияют на ход процесса для стадий заполнения и уплотнения. Например, уменьшение толщины области изделия затрудняет заполнение, так как при этом увеличиваются потери давления, но упрощает уплотнение этой области, что обусловлено уменьшением объемной усадки.
Сетка оказывает большое влияние на результаты моделирования процесса литья, поэтому проверка и корректировка сетки являются важным этапом процедуры подготовки модели изделия для анализа. Продукты Autodesk Moldflow Insight 2012 содержат хорошо разработанный инструментарий для проверки сетки на соответствие требованиям применяемого метода анализа и ее корректировки, сочетающий автоматические и «ручные» алгоритмы изменений сетки. В продуктах Autodesk Moldflow Adviser 2012 инструменты для проверки и исправления сетки отсутствуют, однако пользователь имеет возможность выполнить анализ для двух вариантов автоматически создаваемой сетки: с меньшей или большей плотностью.
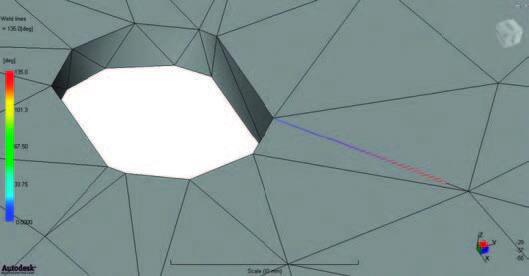
Подготовленная для анализа сетка не должна содержать разрывов, наложений или пересечений элементов. Результаты 2.5Б-моделирования процесса литья термопластов в большой степени зависят от размера и формы элементов сетки. Сетка с крупными элементами искажает растекание расплава в полости, приводит к ошибкам прогнозирования положения спаев и мест запирания воздуха потоком расплава и к другим проблемам. В частности, при анализе с использованием недостаточно плотной сетки могут отсутствовать «очевидные» или появляться «лишние» спаи. На рис. 2 приведен пример влияния сетки на прогнозирование спаев в 2.5Б-анализе с применением метода Dual-Domain. При расчете для сетки с крупными элементами (рис. 2а) положение спаев прогнозируется со значительными искажениями, тогда как при расчете с использованием сетки, состоящей из более мелких элементов в области спая (рис. 2б), рассчитанное положение спаев больше соответствует реальному изделию. Искривление прогнозируемого спая является следствием того, что он строится на границах между элементами.
|
|
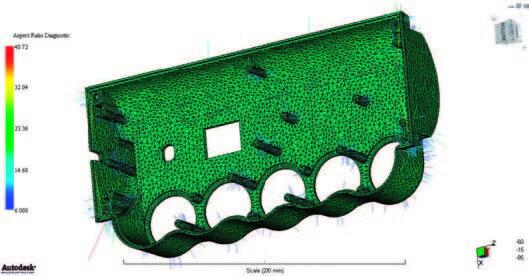
Для корректного моделирования процесса литья с применением 2.5D-мето-дов сетка не должна содержать треугольных элементов вытянутой формы, с большим отношением (aspect ratio) длинной стороны к высоте, построенной перпендикулярно этой стороне. На рис. 3 показаны результаты проверки aspect ratio для треугольников сетки в Autodesk Moldflow Insight 2012. Длина и цвет нормалей к треугольным элементам при такой проверке характеризуют форму элементов; так, самые длинные нормали красного цвета соответствуют наибольшим значениям aspect ratio.
|
|
В некоторых случаях в одном проекте используется несколько моделей одного изделия, каждая из которых оптимизирована для решения конкретной задачи, например, одна из моделей может предназначаться для прогнозирования спаев. Модель литниковой системы в продуктах Autodesk Moldflow 2012 может быть построена в автоматическом или ручном режиме. Для течения расплава в горячеканальных, холодноканальных или комбинированных литниковых системах обычно применяются модели одномерного течения, как в 2.5D-, так и в 3D-подходах. Хотя 3D-моделирование течения в литниковых каналах имеет свои преимущества (например, возможность учета влияния некоторых нестационарных эффектов), оно значительно увеличивает количество элементов в модели, что повышает требования к быстродействию и памяти компьютера.
Задание условий
Для выполнения расчетов необходимо задать ряд условий, определяющих технологический режим и модель процесса литья, а также условия нахождения численного решения и вывода результатов. Задаваемые по умолчанию условия анализа могут не соответствовать условиям реального процесса, реализуемым при литье конкретного изделия или неоптимальным для моделирования.
Литье термопластичных материалов является сложным многостадийным технологическим процессом, при регулировке которого необходимо задать большое количество параметров в системе управления литьевой машины. Условия анализа, определяющие технологический режим литья, являются виртуальным аналогом системы управления литьевой машины. При их выборе должны учитываться характеристики применяемого литьевого оборудования, такие как максимальное давление литья, минимальная и максимальная скорость впрыска, усилие запирания и прочие.
Выполнение анализа с использованием профилей скорости впрыска или давления выдержки требует учета особенностей задания соответствующего профиля в системе управления литьевой машины, включая число ступеней и возможность линейного изменения скорости впрыска или давления выдержки. База данных по литьевым машинам, поставляемая в составе Autodesk Moldflow Insight 2012, упрощает подготовку информации для анализа.
Выбор условий, определяющих модель процесса литья, является одним из факторов, влияющих на погрешности моделирования. К условиям такого рода относятся условия течения и охлаждения полимерного материала в литниковых каналах и формующей полости. В продуктах Autodesk Moldflow 2012 применяется модель неустановившегося течения сжимаемого расплава в неизотермических условиях. В Autodesk Moldflow Insight 2012 расчеты могут выполняться для условий симметричного и несимметричного охлаждения отливки (в последнем случае задается разная температура формы для матрицы и пуансона). 3D-анализ заполнения может проводиться с учетом или без учета инерции и гравитации. Подробнее модель процесса литья термопластов рассматривается, например, в работе [2].
Условия нахождения численного решения в продуктах Autodesk Moldflow Insight 2012 включают условия сходимости, предельное число итераций, условия расчета движения фронта расплава и др. Продукты Autodesk Moldflow Insight 2012 предоставляют широкие возможности для управления выводом результатов путем задания соответствующих условий анализа. Кроме большого количества текстовых и графических результатов, которые выводятся по умолчанию, пользователь может получить дополнительную информацию о распределениях (по модели, вдоль направления растекания расплава и др.) и временных зависимостях параметров процесса, а также характеристики процесса в определенные моменты времени.
Характеристики материалов
При моделировании процесса литья термопластов под давлением используется информация о реологических, теплофизических, механических, усадочных и других свойствах полимерного материала, причем результаты и погрешность моделирования зависят не только от применяемых характеристик материала, но и от вида уравнения (модели материала), описывающего зависимость свойств материала от условий процесса. Расчет процесса литья может выполняться в продуктах Autodesk Moldflow 2012 для различных моделей материала.
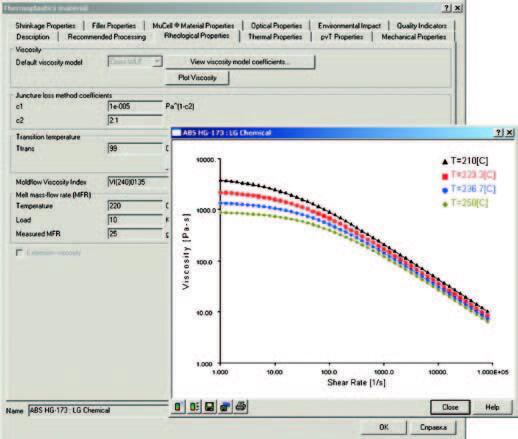
К важнейшим факторам, определяющим точность расчета, относится модель сдвиговой вязкости полимерного материала. Для расплавов термопластов, перерабатываемых литьем под давлением, характерно псевдопластическое поведение в условиях сдвигового течения, при котором вязкость расплава уменьшается с повышением скорости сдвига. Моделирование реологического поведения расплавов термопластов при сдвиговом течении в продуктах Autodesk Moldflow 2012 может производиться с использованием модели Кросса [3], позволяющей для большинства термопластов описать зависимость вязкости от скорости сдвига в широком диапазоне скоростей сдвига (рис. 4), характерном для процесса литья под давлением. Эта модель применяется в модифицированном варианте, который предоставляет возможность учитывать влияние на сдвиговую вязкость температуры и давления расплава.
При отклонении поведения расплава от модели Кросса предусмотрена возможность использования в расчете экспериментальных значений вязкости при различных температурах и давлениях (так называемая «матричная модель» вязкости).
На поведение расплавов термопластов в условиях литья под давлением (в частности, на потери давления при заполнении пресс-формы) большое влияние могут оказывать их вязкоупругие свойства. Вязкоупругость может быть учтена при выполнении 2.5D-расчетов в Autodesk Moldflow 2012 на основе метода Куэтта-Бегли, позволяющего оценить входовые потери давления (дополнительные потери давления на входе в канал меньшего поперечного сечения), а при 3D-анализе — с использованием продольной вязкости, характеризующей так называемое элон-гационное течение (течение растяжения) расплава [3].
Теплофизические свойства полимерного материала (удельная теплоемкость при постоянном давлении, коэффициент теплопроводности) могут учитываться в продуктах Autodesk Moldflow 2012 при расчете литья под давлением в виде средних значений для температурного диапазона переработки или в виде зависимостей от температуры. Применение средних значений теплофизических характеристик существенно увеличивает риск появления ошибок в расчете [4].
Для расчета линейной усадки термопластов в условиях литья под давлением в Autodesk Moldflow Insight 2012 могут использоваться различные модели усадочного поведения материала: «остаточных деформации', «остаточных напряжений» и «скорректированных остаточных напряжений» [5].
Стратегия и тактика
При многообразии доступных расчетных алгоритмов (что особенно характерно для продуктов Autodesk Mold-flow Insight 2012) и направлений решения выявленных в ходе анализа проблем становится актуальным вопрос о выборе определенной стратегии и тактики при планировании расчетов, которые необходимо выполнить за ограниченное время для решения конкретной задачи.
Хотя последовательность расчетов меняется от задачи к задаче, что обусловлено особенностями конструкции и полимерного материала, в расчетной части проекта можно выделить несколько типичных этапов.
Обычно сначала производится пробный расчет, позволяющий оценить проблемы процесса литья и его моделирования, которые должны быть решены при выполнении анализа.
Для экономии времени при пробном расчете в Autodesk Moldflow Insight 2012 применяется специально подготовленная «грубая» сетка с небольшим количеством элементов. При пробных расчетах стадии заполнения на больших сетках в продуктах Autodesk Moldflow Insight 2012 можно использовать «быстрый» алгоритм «Fast fill» на основе упрощенной модели 2.5D-течения расплава. Здесь предполагается, что расплав несжимаем, используются более «мягкие» условия нахождения численного решения, а также меньшее число слоев по толщине канала по сравнению с обычной моделью. Затем в ходе анализа выявляется специфика процесса литья изделия, определяемая маркой полимерного материала, конструкцией изделия в сочетании с местом впуска (если оно задано), а также литьевой машиной. Поскольку технологический режим оказывает очень большое влияние на процесс литья, выводы о возможности применения того или иного конструктивного решения делаются после оптимизации технологических параметров процесса. Одним из важнейших технологических параметров на стадии впрыска является скорость впрыска. Продукты Autodesk Moldflow 2012 включают алгоритм автоматической оптимизации скорости впрыска на основе теплового баланса расплава, потерь давления при течении и прочих факторов. Тепловой баланс расплава определяется с учетом выделения тепла в расплаве при сдвиговом течении и адиабатическом сжатии, потерь тепла через стенки литниковых каналов (в холодноканальной литниковой системе) и формующей полости, а также при расширении расплава.
На следующем этапе производятся вариантные расчеты конструкции и технологического режима с целью выбора решения, обеспечивающего получение качественного изделия, выполняется оптимизация конструкции и технологии при снижении себестоимости изделия и пресс-формы.
При выполнении расчетов с алгоритмами оптимизации необходимо учитывать принципы их функционирования и определенные ограничения, существующие для многих алгоритмов. Рассмотрим в качестве примера анализ заполнения с оптимизацией мест впуска.
Продукты Autodesk Moldflow 2012 содержат два алгоритма анализа заполнения с автоматической оптимизацией мест впуска. Первый алгоритм «Gate region locator» позволяет найти оптимальное место для добавления одного впуска к определенному количеству уже заданных. Оценка оптимальности в этом случае производится на основе комплексного критерия, учитывающего баланс потоков в литьевой полости, разнотолщин-ность, максимальные потери давления и предельное распорное усилие. Второй алгоритм «Advanced gate locator» позволяет найти заданное количество (от 1 до 10) мест впуска, обеспечивая баланс потоков при минимизации потерь давления в процессе заполнения пресс-формы.
Выбор мест впуска при литье под давлением определяется на основе не только оценки поведения полимерного материала при заполнении, но и процесса уплотнения и охлаждения областей изделия, а также влияния на усадку, коробление, остаточные напряжения и другие свойства, которые не рассматриваются при автоматической оптимизации. В общем, выбор мест впуска должен производиться с учетом их возможного негативного влияния на дефекты литьевых деталей, требований к внешнему виду (след от литника), обеспечения автоматической работы пресс-формы, ее себестоимости, долговечности
Оценка результатов и поиск решения
Как правило, выявленная в ходе анализа проблема может быть устранена различными способами при изменении конструкции и/или технологического режима. Например, слишком высокое давление при впрыске приводит к недоливу, ухудшению внешнего вида, короблению и другим дефектам изделия. Снижение давления при впрыске может быть достигнуто путем следующих изменений:
- уменьшение длины затекания за счет увеличения количества впусков;
- использование полимерного материала с большей текучестью расплава;
- применение горячеканальной литниковой системы вместо холодноканальной;
- использование литьевой машины с более высоким максимальным давлением;
- увеличение основной толщины или толщины области изделия.
Для получения корректных оценок процесса литья и разработки на их основе эффективных конструкторско-технологических решений при рассмотрении результатов расчета необходимо применять комплексный технологический подход. Такой подход предполагает учет всех аспектов процесса литья вне зависимости от ограничений и возможностей конкретного программного продукта. Аспекты процесса, которые не рассматриваются непосредственно при моделировании, следует учитывать с использованием традиционных технологических подходов. Специалист, выполняющий анализ, должен обладать необходимыми знаниями и практическим опытом в области технологии литья, литьевого оборудования, полимерного материаловедения, конструирования литьевых изделий и пресс-форм.
Оценка результатов моделирования процесса производится на основе определенной модели качества [6], объединяющей применяемые в конкретной задаче представления о механизмах возникновения дефектов при литье термопластов, критических условиях (предельных состояниях) процесса, вызывающих потерю качества, и автоматизированные алгоритмы прогнозирования дефектов. Ввиду сложности механизмов формирования многих видов дефектов при литье термопластов, а также изменчивости их внешнего вида большое значение при прогнозировании дефектов и анализе причин брака имеет опыт и технологическая эрудиция специалиста, выполняющего расчеты.
При интерпретации результатов анализа необходимо учитывать сходства и различия между реальным процессом литья на литьевой машине и виртуальным процессом, который моделируется в программном продукте.
Для сложных изделий часто возникает ситуация, когда изменения конструкции или технологического режима для решения одной из проблем вызывают другие проблемы. Особую сложность представляет анализ изделий с повышенными требованиями к размерной точности, поскольку практически любые конструктивные или технологические изменения приводят к изменению усадки и, соответственно, влияют на размеры получаемых изделий.
Поиск решений должен быть направлен на устранение основных проблем (нежелательных явлений или прогнозируемых дефектов), выявленных при моделировании процесса литья. Для оценки факторов, оказывающих наибольшее влияние на поведение полимерного материала при литье, могут применяться специальные автоматизированные методики. Autodesk Moldflow Insight 2012 включает анализ чувствительности, называемый также методом Тагути, в котором на основе метода планирования эксперимента с использованием ортогональных планов неполного перебора вариантов можно определить наиболее значимые из параметров, влияющих на характеристики литьевого процесса.
Предлагаемые в результате анализа конструкторско-технологические решения должны быть выполнимыми в условиях конкретного литьевого или инструментального производства и ориентироваться на снижение затрат, связанных с изготовлением пресс-формы и изделия. Уменьшение толщины изделия позволяет снизить расход материала. Уменьшение максимальной толщины изделия приводит к уменьшению времени охлаждения, которое занимает значительную часть времени цикла. Переход от холодноканальной литниковой системы к горячеканальной позволяет уменьшить время цикла и снизить затраты на вторичную переработку, хотя и приводит к повышению стоимости пресс-формы.
Современный подход предполагает разработку такой конструкции изделия и оснастки, которые обеспечивают устойчивость (робастность) процесса производства изделия к изменению производственных условий [7]. Применительно к процессу литья термопластов можно говорить об устойчивости к изменению технологических свойств полимерного материала, условий окружающей среды, работы литьевого оборудования и др.
Компьютерный анализ литья пластмасс предоставляет дополнительные возможности для оценки факторов, влияющих на устойчивость процесса литья. Например, расчеты показывают, что распространенная практика с балансировкой литниковых систем за счет изменения размеров впускных литниковых каналов не отвечает требованию устойчивости процесса: колебания реологических характеристик полимерного материала или замена марки материала могут приводить к несбалансированному заполнению. В этом случае более высокую устойчивость обеспечивает балансировка разводящих литников.
Для повышения устойчивости процесса необходимо обеспечить разумный запас по основным характеристикам литьевой машины. Кроме того, желательно выбирать конструкторско-технологические решения, позволяющие регулировать процесс литья за счет изменения технологических параметров в системе управления литьевой машины и термостата пресс-формы.
Важно также учитывать погрешности моделирования процесса литья, которые в большой степени зависят от особенностей задачи и применяемых расчетных алгоритмов.
Авторы выражают глубокую благодарность Алексею Монастырскому и Сергею Девятову за полезные замечания, сделанные ими при обсуждении данной статьи.
Литература
- Bernhardt A., Bertacchi G. Effective use of CAE in injection molding: Requirements and procedures // 55 th SPE ANTEC Tech. Papers. 1997. — P. 3290−3294.
- Барвинский И., Барвинская И. Компьютерный анализ литья: Подходы и модели // Пластикс. 2009.
№ 3 . — С. 50−54;№ 4 . — С. 63−66. - Малкин А.Я., Исаев
А.И. Реология : Концепции, методы, приложения. — СПб: Профессия, 2007. — 558 с. - Sridhar L., Narh K.A. Effect of temperature dependent thermal properties on the accuracy of simulation of injection molding process // 57 th SPE ANTEC Tech. Papers. 1999. — P. 496−499.
- Барвинский И. Прогнозирование усадки при литье под давлением деталей из термопластов // III Международный семинар «Современные технологии литья пластмасс. Локализация производства автокомпонентов и проблемы контроля качества». Санкт-Петербург.
15—16 сентября . 2011. — С. 1−28. - Lafleur P.G., Kamal M.R. Computer simulation of thermoplastic injection molding // Adv. Polymer Tech. 1981. V. 1. — P. 8−13.
- Robust design methodology for reliability: Exproring the effects of variation and uncertainty / Ed. by B. Berman, J. de Mare, S. Loren, T Svenson. John Wiley & Sons, 2009. — 191 p.
главный специалист отдела САПР и инженерного анализа ЗАО «СиСофт»
Тел.: (495) 069−4488
E-mail: ibarvinsky@csoft.ru
Инна Барвинская
Скачать статью в формате PDF — 777.9 Кбайт |


