
Главная » CADmaster №1(36) 2007 » Машиностроение Литье по выжигаемым моделям

Литье как один из способов обработки металлов известен человечеству очень давно. Когда-то в костер первобытного человека попал кусок медной руды и наблюдательный пращур обнаружил в остывших углях слиток металла — так начинался медный (бронзовый) век человечества, пришедший на смену каменному. И если в те далекие времена литье было единственно доступной технологией обработки металла, то в наши дни для получения определенных изделий литье остается единственно возможным способом изготовления, когда другие методы либо технологически невозможны, либо неоправданно дороги.
У литья есть и свои неоспоримые преимущества, и очевидные недостатки, так что при выборе этого способа изготовления приходится искать компромисс между плюсами и минусами. У литейных деталей очень высок коэффициент использования материала (КИМ), нет волокон, перерезанных в процессе механической обработки, да и самой механической обработки требуется иногда совсем немного. Но при всех этих достоинствах механические свойства литых металлов и сплавов ниже, пористость — выше, возможно наличие внутренних дефектов
Со времен первобытного человека технология литья значительно изменилась. Сегодня применяют литье металлов в земляные и песчаные формы, в металлические формы (литье в кокиль), центробежное литье, литье под давлением, литье по выжигаемым и выплавляемым моделям. О последнем способе формообразования поговорим несколько подробнее.
Суть метода литья металлов и сплавов по выжигаемым/выплавляемым моделям (пока не будем делать между ними разницы) такова. Сначала из специального материала изготавливается копия будущего изделия с необходимыми припусками на усадку и последующую механическую обработку. Для выплавляемых моделей используют парафин, стеарин, воск или их смеси, а для выжигаемых применяют материалы, сгорающие на воздухе или в кислородной среде с малым образованием дыма и сухих остатков (как говорят профессионалы — с низкой зольностью). Затем на полученную модель — неважно, выжигаемую или выплавляемую — наносят в несколько слоев (до двадцати) керамические порошки с силикатным связующим, просушивая модель после нанесения каждого слоя. В результате вокруг модели образуется прочная жаростойкая оболочка — корка, в которую затем и будет произведена заливка расплавленного металла. Но перед заливкой модель необходимо каким-то образом удалить. Если модель выплавляемая, то корку вместе с моделью помещают в ванну с горячей водой, где парафиностеариновая смесь, температура плавления которой 60−70 °C, плавится и благополучно покидает корку. С выжигаемыми моделями поступают следующим образом — форма помещается в печь и достаточно долгое время выдерживается при высокой температуре либо в воздушной среде, либо с подачей кислорода — для более полного и быстрого сгорания модели (потому, собственно, модель и называется выжигаемой). Для удаления продуктов горения форма продувается сжатым воздухом. Если позволяют условия, то перед заливкой форме дают остыть до температуры окружающего воздуха, а зольные остатки вымывают струей воды или выдувают. Правда, такое удаление сухих остатков не всегда возможно: при остывании до комнатной температуры на корке может появиться паутина трещин.
По выжигаемым/выплавляемым моделям отливают и высокохудожественные предметы (например, статуэтки), и изделия машиностроения — компрессорные колеса насосов, перекачивающих устройств: в обоих случаях изготовление иными способами невозможно либо более затратно.
Остается один вопрос — откуда взялась выплавляемая или выжигаемая модель?! Податливость воска или парафина не очень-то упрощает процесс формирования литейной модели… Вот здесь-то и начинается самое интересное. Понятно, что моделей должно быть произведено ровно столько, сколько будет отлито изделий, и для формирования этих моделей готовят дополнительную оснастку, в которую модели и будут отлиты (мы говорим сейчас о выплавляемых моделях). Из алюминиевого сплава или из дерева изготавливается форма, причем проектируется она разборной, из сегментов — иногда это тот еще кубик Рубика, но только так можно извлечь выплавляемую модель. Процесс не быстрый, поэтому исследуются и альтернативные способы формирования выжигаемых/выплавляемых моделей.
С развитием технологий быстрого прототипирования (Rapid Prototyping — RP) возникла идея производить литьевые модели на специальных установках — трехмерных принтерах. Не углубляясь в подробности различных технологий быстрого прототипирования, скажу только, что на сегодняшний день получили развитие и успешно применяются системы изготовления образцов по математическим моделям, полученным из CAD-систем. Используются различные методы выращивания и самые разнообразные материалы, однако не все они пригодны для изготовления выплавляемых/выжигаемых моделей (либо нелегко плавятся, либо плохо горят — дымно и с большим зольным остатком). На одной из выставок довелось видеть 3D-принтер, который послойно выращивал образец из воскоподобного материала, но (видимо, из-за особенностей текучести этого материала в жидком состоянии) качество выращенных моделей оставляло желать лучшего, к тому же модель вырастала в окружении поддержек из специального жирного воска, которые по завершении формирования модели надлежало удалять.
Компания CSoft с начала 2006 года поставляет на российский рынок 3D-принтеры Contex — полноцветный DesignMate Cx и монохромный DesignMate Mx 1, сфера применения которых не ограничивается одним только изготовлением прототипов по математическим моделям CAD-систем. С использованием этого оборудования и специальных материалов возможно как изготовление выжигаемых моделей для литейного производства (Investment Casting), так и печать собственно литейных песчаных форм (!) для прямого литья цветных металлов и ферронесодержащих сплавов (технология Direct Cast). Обе технологии были опробованы на образцах, предоставленных заказчиками CSoft, о чем и позвольте рассказать.
Один из заказчиков, ФГУП «ОКБМ им. Африкантова» (Нижний Новгород), предложил опробовать технологию литья по выжигаемым моделям на примере реального изделия — колеса турбонасоса. Изготовление этой детали путем механической обработки даже на современных многоосевых фрезерных станках сопряжено с немалыми сложностями. Причина тут и в габаритах изделия (диаметр колеса порядка 300 мм), и в достаточно сложной форме лопаточных каналов. На предприятии успешно применяется технология литья по выплавляемым моделям, но опыт работы с выжигаемыми моделями был невелик. Нужно сказать, что приглашение к такому пилотному проекту не было спонтанным: металлурги и инженеры ОКБМ совместно со специалистами CSoft достаточно подробно исследовали процессы заполнения формы для отливки колеса с применением пакета LVMFlow, который позволяет оптимизировать конструкцию отливки и литниковой системы еще до изготовления опытных отливок и модельной оснастки, подобрать температуру заливки металла, предсказать и минимизировать литейные дефекты.
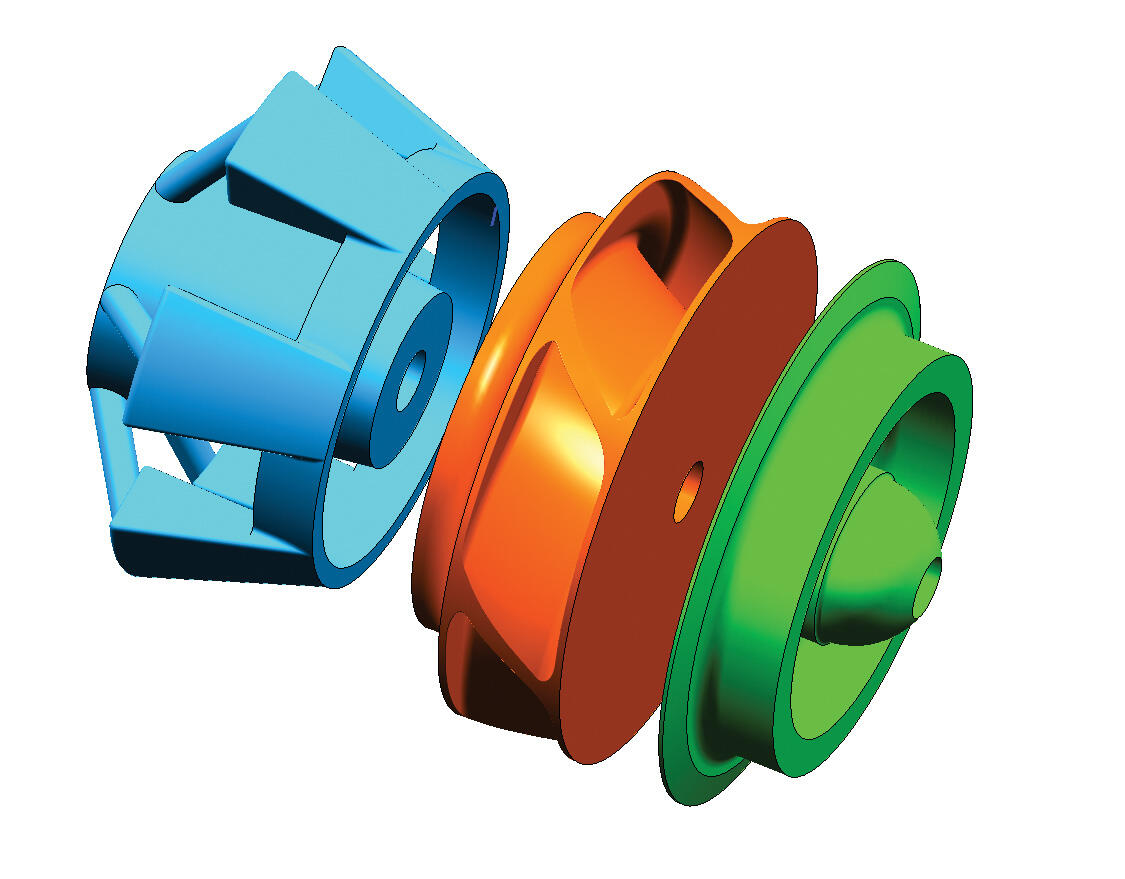
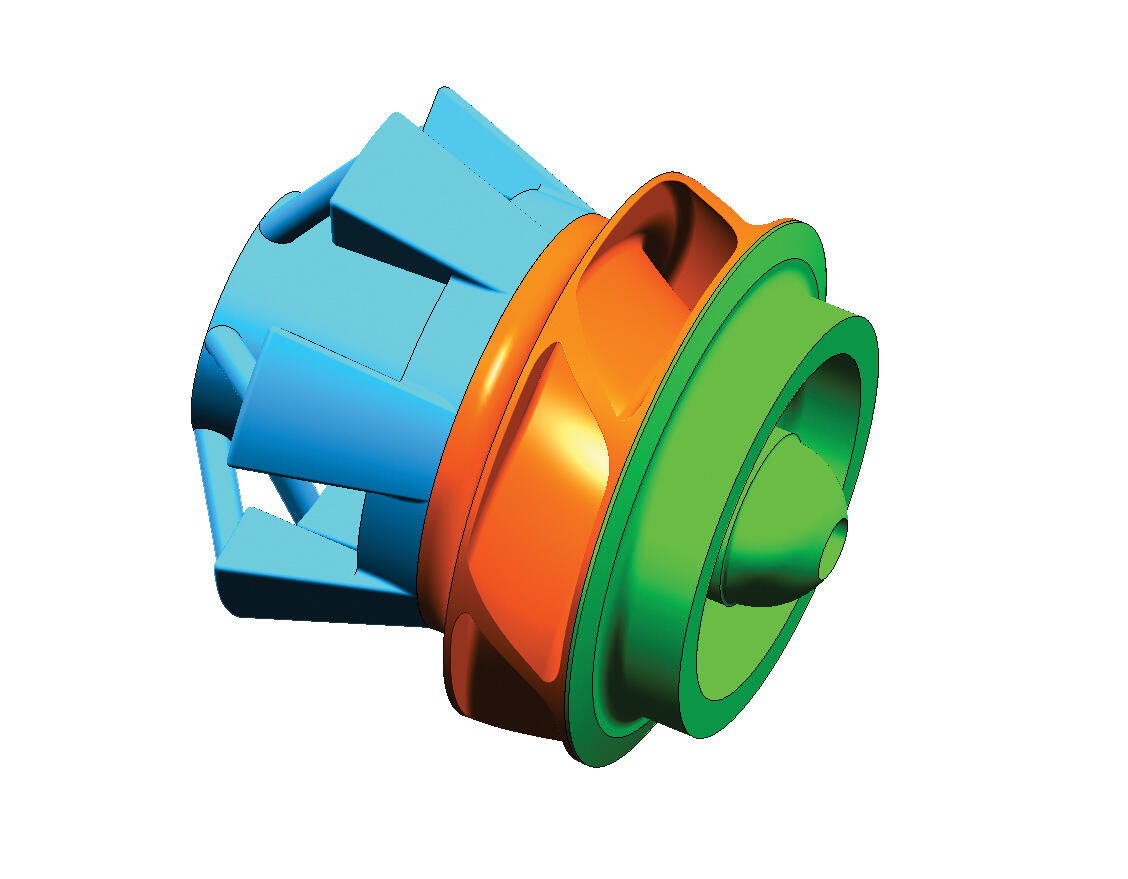
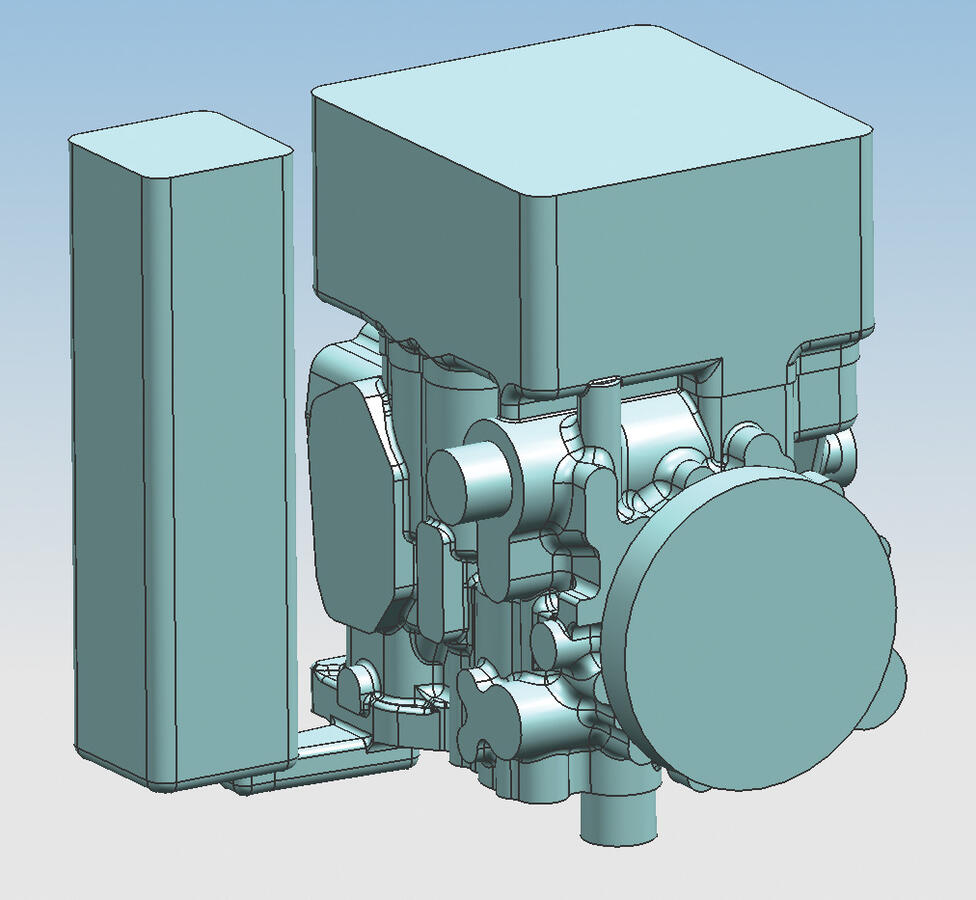
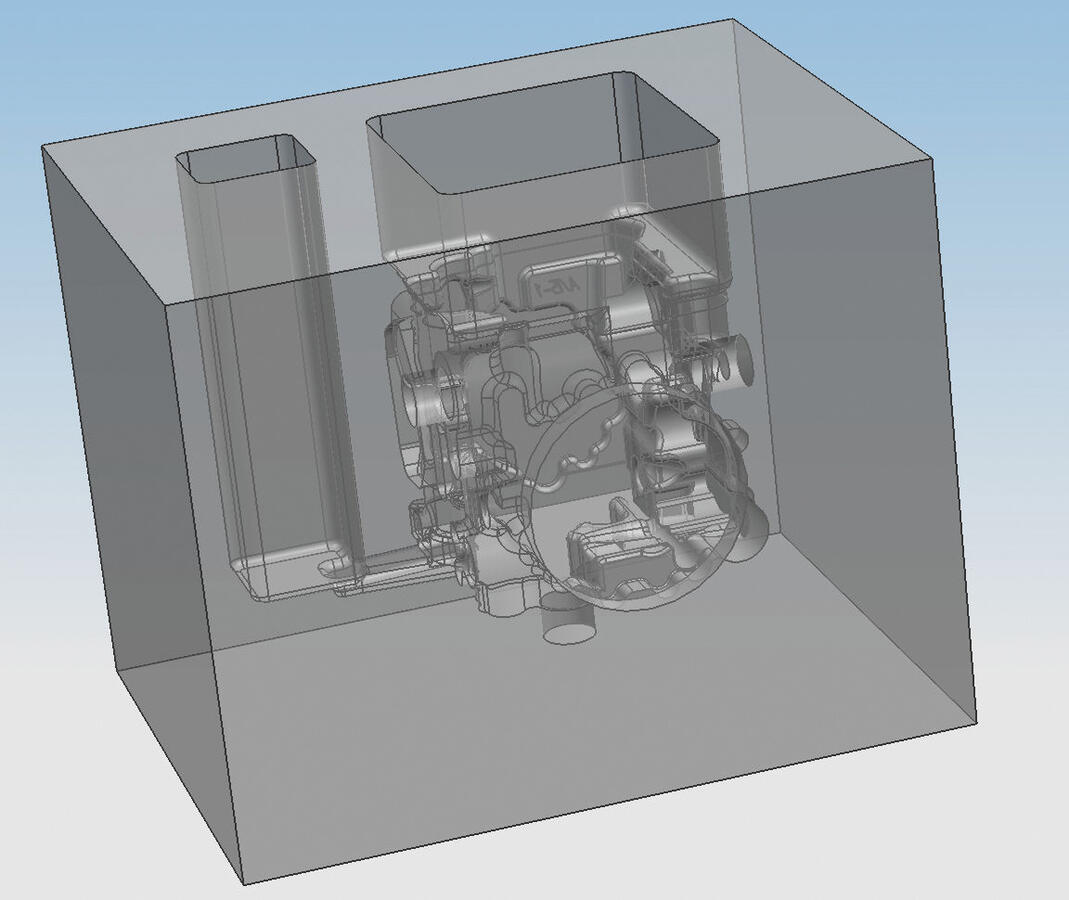
На рис. 1 показана исходная математическая модель изделия, сформированная в пакете Unigraphics NX и построенная с учетом технологических припусков, с рассчитанными прибылями и литниковой системой. Габариты рабочей зоны принтера (350×250×200 мм) не позволяли вырастить колесо целиком, поэтому средствами САПР изделие порезали на части, показанные на рис. 2 разными цветами. От идеи сделать модель тонкостенной ради экономии расходных материалов решено было отказаться, так как в этом случае пришлось бы позаботиться об извлечении порошка из замкнутых полостей, да и габариты изделия диктовали достаточно высокие механические свойства модели. После выращивания и просушивания составные части склеивались специальным клеем. Еще одна особенность технологии трехмерной печати — все острые кромки лопаток скруглили еще в математической модели радиусами 0,3−0,5 мм, чтобы предохранить их от выкрашивания при последующей пропитке воском и в процессе производства корки.
Несколько слов о порошке, из которого выращена модель. Компания Contex (точнее, ее подразделение Z-Corporation) предлагает два вида расходных материалов для производства выжигаемых моделей: zp14 и zp15e, оба на основе целлюлозы (на вид — смесь крахмала и пшеничной муки). Предпочтителен порошок zp14, дающий меньшую зольность в процессе выжигания, но его использование возможно только на монохромных принтерах Contex DesignMate Mx. Конечно, цвет выжигаемых моделей не имеет никакого значения, но в силу конструктивных особенностей принтеров применение порошка zp14 на полноцветных DesignMate Cx невозможно, а монохромные принтеры имеют заметно меньшие размеры рабочей зоны (250×250×200 мм). Порошок zp15e с соответствующим связующим преимущественно ориентирован на выпуск эластичных, резиноподобных объектов (модели обуви, резинотехнических изделий
Процесс печати представляет собой послойное пропитывание (печать) равномерно наносимых слоев порошка специальным связующим. Эта процедура уже была подробно представлена в нашем журнале; добавим лишь, что в нашем случае для выращивания всех составных частей модели потребовалось около 10 часов. Печать производилась в основном ночью: принтер не требует постоянного пристального внимания. После печати требуется некоторое время для сушки, затем в специальной камере удаляются излишки порошка — и модель готова к склейке.
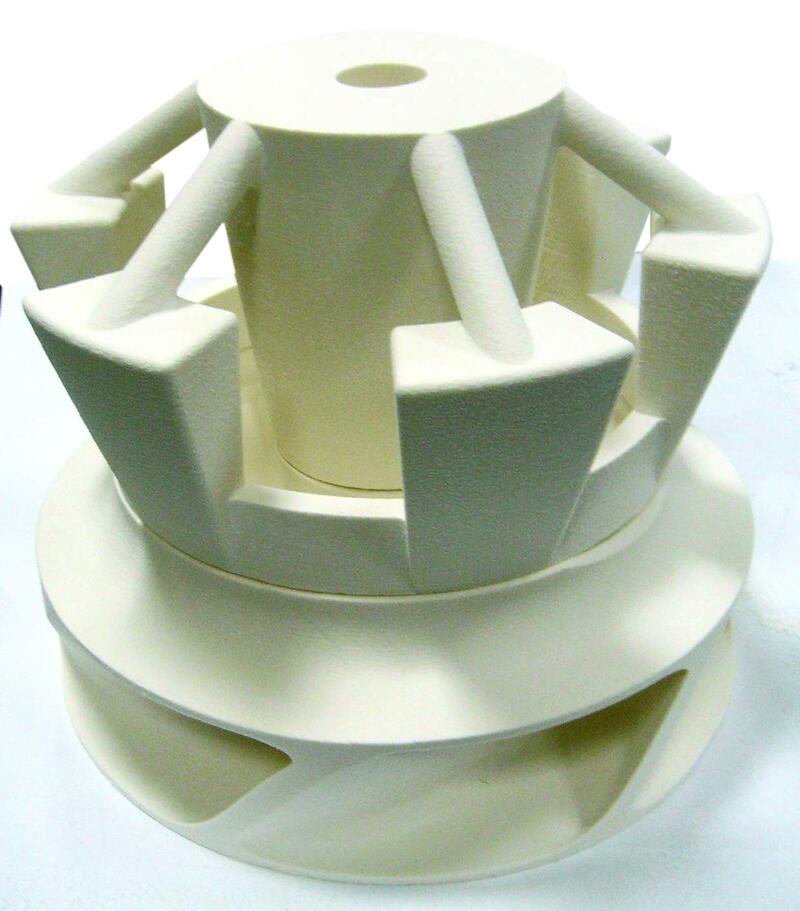
На рис. 3 — две части модели (собственно колесо и литниковая система с прибылями) перед склеиванием. Здесь же можно видеть специальное отверстие под деревянную державку, на которой модель была закреплена для формования корки.
После склейки модель покинула стены компании CSoft и отправилась в ОКБМ, где продолжились работы по формированию корки и была произведена заливка материала. Для получения более качественной поверхности отливки и лучших условий удаления материала модель перед формированием корки на несколько минут погрузили в расплавленный парафин.
Формирование корки (рис. 4−5) — отлаженная технологическая процедура. Смешанные с эмульсией специальные порошки различной зернистости наносятся на модель в несколько слоев, каждый слой просушивается.



Корка помещается в песчаную опоку (рис. 6) — своего рода температурный буфер, который позволяет сохранить тепло формы при ее продувании после выжигания модели. Далее вся конструкция на довольно длительное время (в нашем случае — на 40 часов) отправляется в печь, где происходит выгорание материала выжигаемой модели.
Завершающий этап, продувка корки сжатым воздухом — процедура весьма ответственная: оставшиеся в форме обуглившиеся остатки модели могут свести на нет все труды. Конечно, все будет проще, если условия позволяют без риска разрушения или растрескивания корки охладить форму до комнатной температуры с последующим вымыванием остатков материала. Но в данном случае охлаждение формы было вариантом совершенно неприемлемым, поэтому сразу же после продувки была произведена заливка в горячую корку.
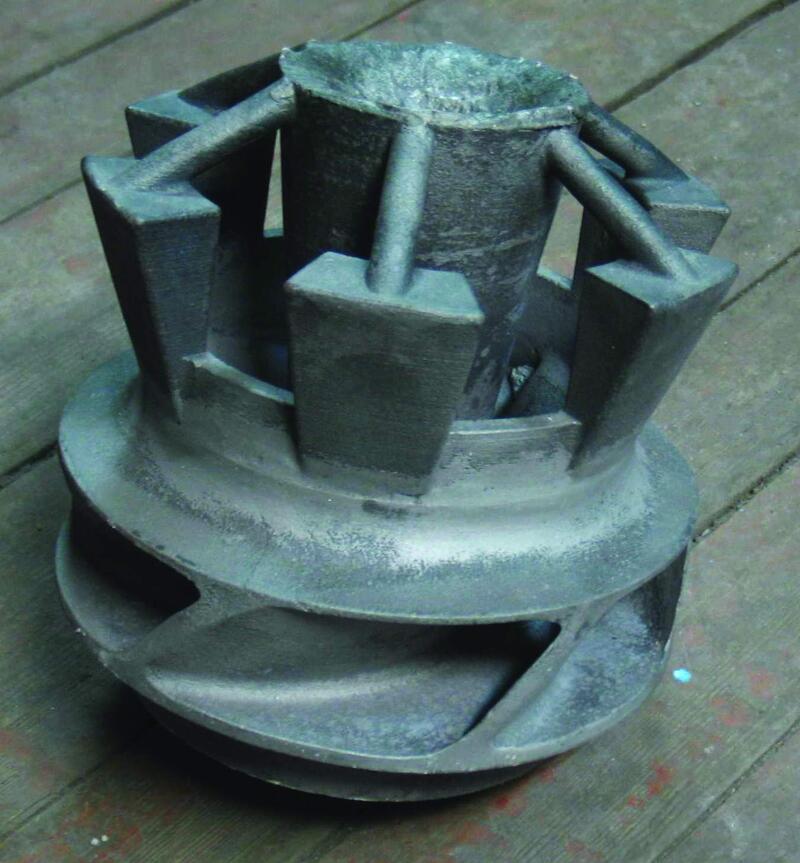
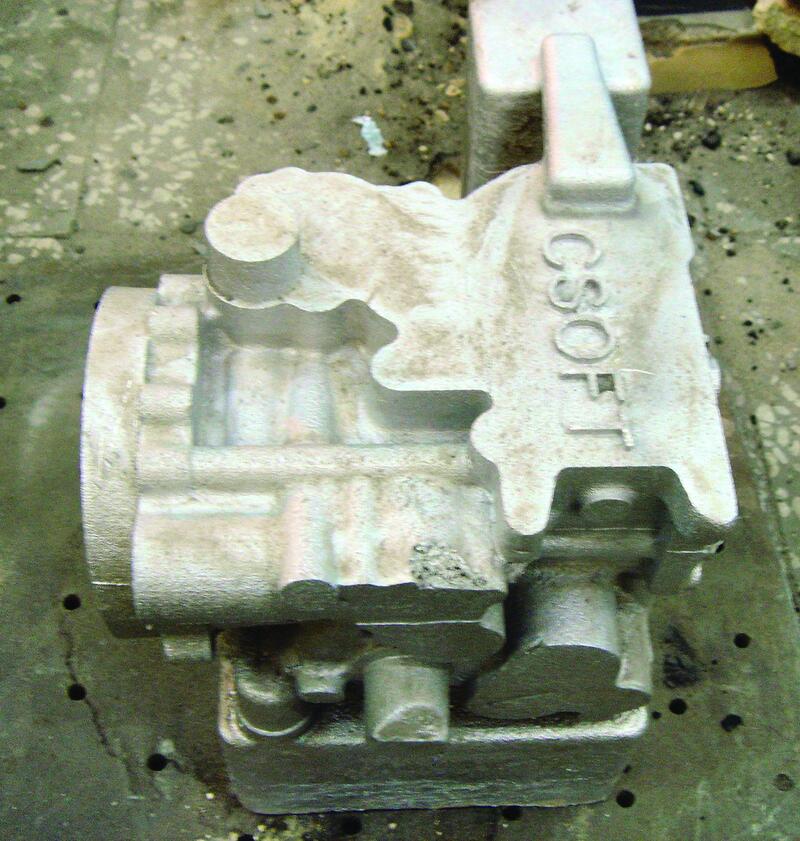
После заливки форма остывала в течение суток, а затем корку безжалостно раскололи и на свет была извлечена отливка — в точности повторяющая очертания выжигаемой модели. Литье по выжигаемым/выплавляемым моделям иногда называют литьем с возможностью копирования отпечатков пальцев модельщика. И правда, отливка воспроизвела все мельчайшие детали — клеевые швы и даже те самые скругления кромок радиусом 0,5 мм (рис. 7−8).


Результаты заливки подтвердили расчеты, предварительно выполненные в пакете LVMFlow: дефектов на наиболее ответственных лопаточных поверхностях не обнаружилось.
После отрезки литников и прибылей, а также предварительной механической обработки изделие приобрело вид, показанный на рис. 9.
Несколько слов о другом проекте — изготовлении литых деталей по технологии Direct Cast прямым литьем алюминиевых сплавов в формы, подготовленные на 3D-принтере Contex DesignMate Cx. Суть технологии такова: из порошка zp501 (на вид — обычный кварцевый песок) со специальным связующим выращивается литьевая форма. Перед заливкой форма 6−8 часов просушивается при определенной температуре после чего заполняется расплавом алюминиевого (или другого цветного, не содержащего железа) сплава.
Исходные данные содержались в математической модели изделия с прибылью и стояком, которая была предоставлена МПО им. Румянцева (рис. 10). И если в технологии выжигаемых моделей выращивается позитивный образец, то для технологии прямого литья модель изделия при помощи булевых операций была «вычтена» из прямоугольного блока будущей литьевой формы (рис. 11).
По соображениям безопасности отпечатанную и просушенную форму поместили в металлическую опоку и засыпали песком (рис. 12). Металл температурой 720 градусов заливался при незначительном дымлении формы (рис. 13−14).


- Получить общее представление о 3D-принтерах Contex можно ознакомившись, например, со статьей Й. Эрландсена «Новое измерение ГИС: Contex 3D увеличивает точность и эффективность макетирования» (CADmaster
№ 2 /2006, с. 98−100). ↑
Николай Гагарин,
Кирилл Комиссаров,
Александр Поярков,
Алексей Лазарев
ФГУП «ОКБМ им. Африкантова»
Юрий Чигишев
CSoft
Скачать статью в формате PDF — 365.3 Кбайт |


