
Главная » CADmaster №4(34) 2006 » Машиностроение Расчет загрузки оборудования — новый пример применения возможностей системы TechnologiCS
В этом году планируется разработать ряд настроек и примеров применения системы TechnologiCS для задач планирования и управления производством. О первых результатах этой работы мы уже сообщали. Для начала был разработан пример применения штрих-кодового оборудования при оформлении выполненных работ в производстве, а затем специальный модуль формирования состава заказов и технологической информации для производства. Оба этих примера включены в ознакомительную версию TechnologiCS (4.6.3), а их описание опубликовано на сайте www.technologics.ru. Продолжая начатую тему, предлагаем вашему вниманию описание нового модуля «График загрузки».
Введение
На применение средств автоматизации для планирования машиностроительного производства существует множество различных точек зрения, отраженных как в общих статьях и методологиях, так и в конкретных программных продуктах.
Безусловно, само наличие современной информационной системы может существенно облегчить работу всем службам предприятия. В то же время идея возложить на компьютер и программу все функции по составлению календарных и оперативных планов производства выглядит несколько утопической, если учесть многообразие факторов, влияющих на реальный производственный процесс (сложность изделий и технологических процессов машиностроения, возможность последовательно-параллельного выполнения технологических операций, состояние станочного парка и отдельных единиц оборудования, влияние квалификации конкретных рабочих на выполнение конкретных операций, особенности многопередельного производства, разные размеры партий одной и той же номенклатуры на разных технологических операциях
Поэтому, с нашей точки зрения, говоря о применении информационной системы в задачах планирования и управления производством, нужно рассматривать программное обеспечение не как замену плановика и диспетчера, а как инструмент, позволяющий им быстрее и качественнее выполнять свою работу, принимать решения на основе более оперативной, полной и точной информации. По возможности этот инструмент должен быть максимально простым, но в то же время позволяющим решать реальные производственные задачи. Кроме того, как показывает опыт, на разных предприятиях в зависимости от отрасли, типа и размера производства, а также множества других факторов используются принципиально разные методики планирования. Поэтому в первую очередь программе необходимы не столько один или несколько уже заданных алгоритмов расчета планов, сколько открытые средства, позволяющие эти алгоритмы закладывать, то есть настраивать систему под реальные условия и требования конкретного предприятия. Причем желательно без обязательного участия разработчика. Именно в таком контексте мы видим дальнейшее развитие возможностей системы TechnologiCS применительно к задачам производственного планирования.
Модуль «График загрузки»
Прежде чем разрабатывать какое-то решение, разумеется, нужно выделить задачи, которые оно призвано решать. Одной из типичных причин, по которой на самых различных предприятиях возникает огромное количество производственных проблем, является, с нашей точки зрения, работа в условиях постоянно меняющегося плана. В соответствии со сложившейся рыночной ситуацией заводы вынуждены всё больше и больше «подстраиваться» под клиента. Многие даже изначально серийные производства реально работают под заказ. В итоге совсем не редки случаи, когда «постоянная составляющая», то есть заранее рассчитанный и утвержденный месячный (квартальный
Очертим границы задачи, которую мы хотим решить на данном этапе:
- необходимо средство для оценки выполнимости производственного плана при условии добавления новых заказов;
- по возможности это средство должно быть простым в использовании и не требовать слишком сложной предварительной подготовки, иначе к моменту завершения расчетов их результаты могут оказаться уже не нужны.
Поскольку речь идет об оценке (возможность выполнить план при добавлении новых заказов), то и расчет соответственно должен выполняться с разумной степенью точности. Другими словами, нет особого смысла пытаться рассчитать расписание работы каждого станка, когда еще толком не определено, какая номенклатура и в каком количестве вообще будет изготавливаться в плановом периоде. Вполне удовлетворительную для решения поставленной задачи точность может дать оценка производственного плана плюс вновь добавленных заказов по объемным показателям (трудоемкость запланированных работ на определенном оборудовании в заданный период времени).
Все необходимые данные для такого анализа в системе TechnologiCS есть:
- данные об оборудовании, графиках его работы и обслуживания имеются в специальном режиме «Станочный парк»;
- технологические процессы изготовления деталей и узлов, включая трудоемкость операций, хранятся в базе данных системы. Если конструкторской и технологической информации в БД недостаточно (в заказе много новых деталей, на которые еще нет ни конструкторской документации, ни технологии), в той же системе TechnologiCS есть все средства, чтобы в максимально сжатые сроки провести работы по конструкторско-технологической подготовке производства хотя бы в объеме, минимально достаточном для планирования и изготовления заказа;
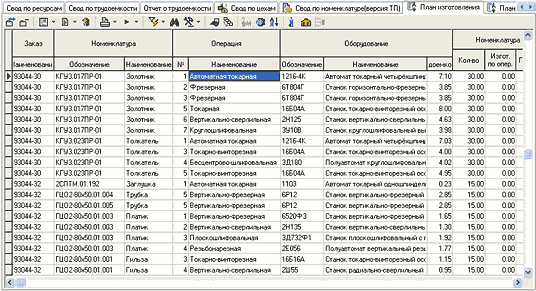
- состав и количество изготавливаемой номенклатуры (а с учетом техпроцессов соответственно и объем работ по заказу) можно очень быстро получить, используя специальный модуль «Формирование производственных спецификаций», описание которого опубликовано на сайте www.technologics.ru.
Таким образом, с исходными данными мы определились. Теперь для решения поставленной задачи нужно рассчитать планируемый объем работ и посмотреть, насколько он соответствует имеющимся мощностям. Тут возникает еще один немаловажный вопрос: как представлять информацию на экране? Основной проблемой в данном случае является ее количество. Если взять один цех среднего машиностроительного предприятия, мы получим следующие характерные цифры:
- одновременно в производстве могут находиться десятки или даже сотни различных изделий, каждое из которых в свою очередь может состоять из десятков, сотен или даже тысяч различных деталей;
- технология изготовления каждой детали — это десятки технологических операций, выполняемых на разных моделях оборудования;
- суммарное количество единиц оборудования, установленного на всех участках цеха, может исчисляться как несколькими десятками, так и несколькими сотнями станков самых разных моделей.
Простое умножение этих цифр показывает, что даже если просто составить список всех работ, которые нужно выполнить в одном цехе на протяжении планового периода, это будет такой объем информации, работать с которым крайне затруднительно. Соответственно, информацию необходимо группировать и обобщать. Для подобных задач в системе TechnologiCS начиная с ее четвертой версии появился специальный инструментарий — работа с производственными партиями. Производственная партия (ПРП) в TechnologiCS представляет собой набор работ (технологических операций), объединенных по любому признаку для решения задач производственного планирования и учета (одинаковая номенклатура деталей, детали, обрабатываемые на одном оборудовании (или совместно), детали из одинаковых заготовок

Теперь остается «наложить» этот график, а точнее расчетные объемы работ, на имеющиеся мощности и визуализировать результат. Что и делает скриптовый модуль «График загрузки» (рис. 3).
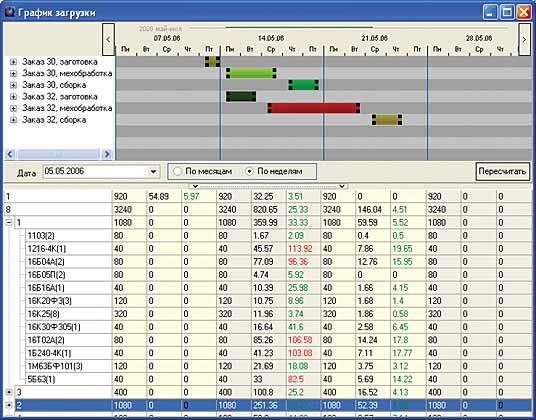
В результате мы получаем достаточно наглядную и в то же время информативную картину. В верхней части экрана показан график производства. Отображать конкретные детали или операции в данном случае технически возможно, но, как показали эксперименты, неудобно — информации получается слишком много. Поэтому для анализа лучше объединить все работы в разумного размера производственные партии (например, по такому признаку, как в нашем примере) и дальше оперировать уже ими. Расчет можно выполнять в разрезе недель или месяцев (одно деление временной шкалы). Соответственно на графике будет одновременно отображаться период в четыре недели или в четыре месяца. С помощью стрелок в правой и левой частях окна чуть выше графика временную шкалу можно сдвигать «вперед» или «назад», устанавливая период, для которого следует выполнить расчет. Двойной щелчок на «полоске» в графике открывает стандартное окно редактирования производственной партии (рис. 4), в котором можно, к примеру, изменить общую заданную длительность выполнения всех работ, дату их начала и/или окончания, а также просмотреть, какие именно работы и по каким заказам входят в данную ПРП.
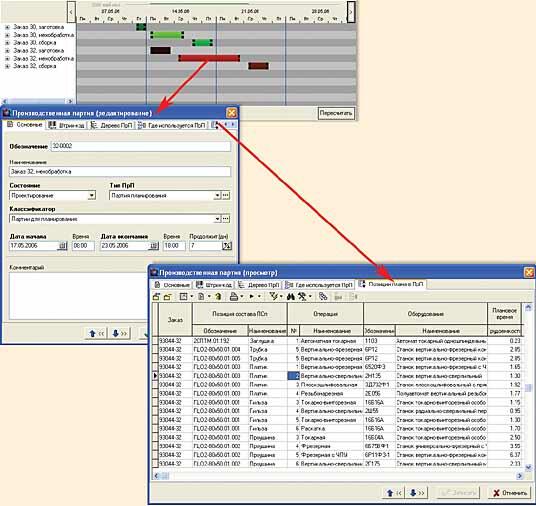
Кроме того, с помощью мыши можно «растягивать» и передвигать партии прямо на графике, что равносильно изменению дат (рис. 4). Как видно из рисунков, верхняя часть экрана разбита на четыре столбца, каждый из которых соответствует неделе или месяцу. В нижней части окна представлена расчетная загрузка производственных мощностей в выбранном временном периоде. Здесь каждый столбец в свою очередь разделен на три колонки, где, соответственно, выводятся общий фонд рабочего времени, а также расчетная загрузка в часах и процентах в соответствующую неделю или месяц (рис. 5).
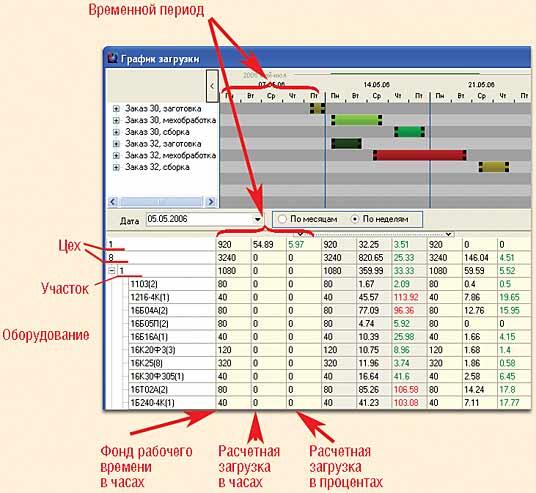
Отображать полученные данные о загрузке можно как отдельно по моделям оборудования, так и усредненно по участкам или цехам. Если загрузка превышает допустимые пределы, это означает, что запланированный объем работ в заданные сроки заведомо невыполним. «Узкие места» сразу же определяются визуально — система помечает их красным цветом. Прежде чем начать работы по такому плану, в него, как минимум, необходимо внести коррективы: заложить больший срок выполнения работ, «сдвинуть» или приостановить те или иные заказы, передать часть работ в другие цеха или участки, а может и на предприятия-партнеры по кооперации, изготовить соответствующие детали по альтернативной технологии
Скептики могут возразить, что такой способ оценки слишком примитивен и содержит массу допущений. Однако несомненным его плюсом, с нашей точки зрения, является то, что он позволяет реально решать весьма важную производственную задачу. Мы получаем возможность быстро оценить, каким образом повлияет на загрузку оборудования добавление новых заказов в план производства (с учетом требуемых сроков изготовления), и увидеть, возможно ли в принципе изготовить все запланированные заказы в эти сроки. Важно также, что предлагаемое решение — достаточно простое как с точки зрения использования, так и в плане подготовки необходимых данных. В то же время представленный модуль является не чем иным как расширением стандартной функциональности системы TechnologiCS с помощью встроенного VB Script и подключения внешней пользовательской библиотеки, которая использует информацию из БД TechnologiCS. Это означает, что если на подобного рода приложение появится реальный спрос, модуль будет легко модифицировать и развивать под требования конкретного заказчика — в том числе и без участия разработчика системы.
В дальнейшем мы планируем расширить возможности модуля «График загрузки» и разработать новые примеры его применения для задач планирования и управления производством. А пока все желающие могут самостоятельно опробовать его первый вариант, который включен в ознакомительную версию системы TechnologiCS (4.6.3). Более подробная информация как о системе TechnologiCS в целом, так и о примерах ее применения (в том числе в других аспектах деятельности предприятия) представлена на уже упоминавшемся сайте в сети Internet. Там же можно обсудить свои вопросы на форуме или задать их разработчикам.
Скачать статью в формате PDF — 323.7 Кбайт |


