
Главная » CADmaster №2(32) 2006 » Машиностроение Техтран: структуризация и оптимизация управляющих программ
Язык управляющих программ довольно консервативен — современные подходы, реализующие «структурное мышление», характерное для языков программирования, неохотно просачиваются в область систем ЧПУ. Тем не менее, и при написании УП существуют определенные возможности структуризации и оптимизации:
- использование подпрограмм;
- использование встроенных циклов системы ЧПУ;
- разбиение УП на части;
- разделение УП по инструментальным головкам;
- преобразование координат средствами системы ЧПУ.
Далеко не всё из перечисленного CAM-системы воспринимают как традиционный предмет своей компетенции, однако с выходом пятой версии программ семейства Техтран пользователи смогут отказаться от «ручного» программирования и по этим пунктам.
К числу «навыков» Техтрана, появившихся в версии 5, следует отнести и набор возможностей, связанных с управлением структурой и оптимизацией УП. Важно, что предлагаемый механизм структурирования управляющих программ взаимосвязан с этапом проектирования обработки.
Для удобства работы технолога Техтран (как универсальная система автоматизированного проектирования УП) разграничивает этапы построения модели обработки и формирования УП по этой модели. При построении модели разработчик использует достаточно универсальные средства, по возможности не ориентируясь на ограничения определенной системы ЧПУ. Это не только упрощает работу, но и позволяет использовать созданную модель применительно к различному оборудованию — ведь в условиях современного динамичного производства зачастую возникает необходимость оперативно перевести работу на другой станок в связи с загруженностью или выходом из строя действующего оборудования.
За формирование УП в Техтране отвечает встроенный постпроцессор. Он должен не только обеспечить преобразование модели в соответствующие коды, но и принять решение о том, допустимо ли задействовать те или иные возможности системы ЧПУ. Нередко даже при отсутствии какой-либо из встроенных функций станка требуемый результат может быть достигнут менее эффективными, но более универсальными командами ЧПУ.
Использование подпрограмм в УП
Оформление сложной УП в виде отдельных подпрограмм не только приводит к ее существенному сокращению, но и делает программу понятнее, поскольку отражает логику процесса обработки. Теперь в Техтране это делается предельно просто: задавая обработку достаточно взвести флажок, включающий формирование подпрограмм. В результате место повторяющихся фрагментов в УП займут вызовы соответствующей подпрограммы, а между подпрограммами останутся только участки позиционирования. Сами подпрограммы формируются до или после основной программы (в зависимости от требований системы ЧПУ), но при обработке положение подпрограмм в УП уже не требуется задавать специально, поскольку такая информация берется из паспорта станка.
Следует отметить, что окончательное разбиение на подпрограммы производится только в постпроцессоре, а на этапе проектирования модель включает в себя полноценную траекторию. Техтран показывает перемещения инструмента, которые задаются через подпрограмму и в явном виде не попадают в УП. Это позволяет использовать весь арсенал средств контроля обработки: графическое отображение, контроль зарезания заготовки, моделирование съема материала
Многослойная обработка. В виде подпрограммы в УП может оформляться обработка слоев при многослойной фрезерной обработке. Техтран разберется в траектории независимо от того, ведется ли разбивка на слои целиком для всех обрабатываемых объектов или же каждый изолированный элемент обрабатывается сразу на всю глубину.
Повторение выполненной обработки. Повторное выполнение обработки (копирование) также может выводиться в УП как подпрограмма. Следует отметить, что в некоторых CAD-системах эта казалось бы несложная операция реализована так, что в виде подпрограммы при копировании обработки оформляются только новые скопированные участки, а исходная траектория подпрограммой не становится. Это приводит к тому, что обработка таких элементов повторяется в УП дважды. Техтран лишен подобной странности, подпрограммы выделяются по максимуму: один тип обработки — одна подпрограмма.
Использование встроенных циклов ЧПУ
Встроенный цикл ЧПУ, по сути, та же подпрограмма, которая не требует специального описания, а является предопределенной функцией оборудования. Использование циклов позволяет с максимальной эффективностью задействовать возможности оборудования и поэтому всегда предпочтительно. С другой стороны, большая степень зависимости от станка сужает поле деятельности систем автоматизированной подготовки программ, поскольку построение траектории и управление режимами обработки автоматически производится системой ЧПУ по заданному набору параметров цикла.
Техтран дает возможность не только удобно задать все геометрические и числовые параметры цикла ЧПУ и передать их в постпроцессор, но и на этапе проектирования обработки в значительной степени смоделировать поведение станка. В концепции Техтрана использование циклов ЧПУ в УП — дополнительная альтернативная возможность, которая может быть использована в ряде технологических переходов наряду с программированием обработки средствами Техтрана. При выполнении этих переходов формируется вся последовательность команд обработки, которая в дальнейшем может быть заменена встроенным циклом ЧПУ. Таким образом, на экране можно видеть результат обработки и применить средства контроля перемещений. Сформированная в результате последовательность команд отображается в окне Обработка. Однако при возможности использовать встроенный цикл постпроцессор передает в модуль станка только данные о параметрах цикла и формирует в УП соответствующие команды, а «развернутую» последовательность команд игнорирует. Впрочем, такая «запасная» обработка нужна не только для изучения координат, которые не попадают в УП. Постпроцессор автоматически станет использовать именно ее в том случае, если данный тип цикла оборудованием не поддерживается или не может использоваться при определенных параметрах.
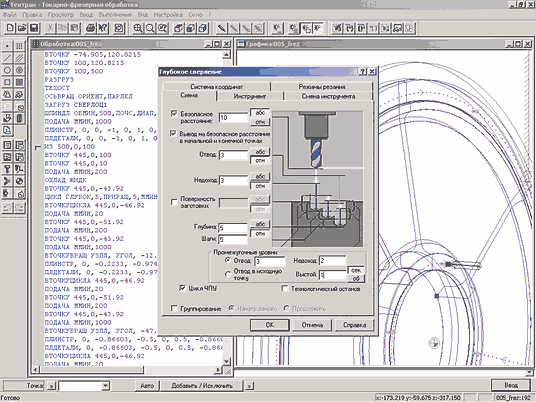
Циклы позиционной обработки. Большинство современных систем ЧПУ имеет встроенные циклы сверления, глубокого сверления, растачивания, резьбы метчиком
Достаточно ограниченный набор параметров циклов не охватывает в полной мере тех возможностей, которые предоставляет Техтран при программировании переходов позиционной обработки. В частности, это относится к режиму «Выход на безопасное расстояние в начальной и конечной точках» или заданию уровней Z обработки в абсолютных величинах (а не относительно запрограммированной точки). Тем не менее, Техтран предпринимает усилия для того, чтобы задействовать циклы, и в таких случаях выносит за рамки цикла «нестандартные» перемещения.
Циклы токарной обработки. Актуальность учета модели обработки на этапе ее проектирования особенно заметна при использовании циклов токарной обработки. Использование циклов ЧПУ предусмотрено в Техтране при задании большинства переходов такой обработки (точение, нарезание резьбы резцом, обработка канавки
Окно Обработка отображает в виде отдельных команд точку выполнения цикла, геометрию зоны обработки и «развернутую» траекторию, которая всегда может прийти на выручку в тех случаях, когда возникают сложности с оборудованием.
Разбиение УП
Разбиение одной УП на несколько частей в рамках единой модели обработки может быть продиктовано наличием переустанова заготовки или другими технологическими соображениями. При этом проектирование всех операций как единого целого позволяет достичь согласованности геометрической модели и режимов обработки на следующих друг за другом технологических переходах.
Постпроцессор не должен производить разбиение УП абсолютно формально: новая УП использует результаты предшествующей обработки, но в то же время является самостоятельной и независимой. Подготовка к разбиению УП начинается еще на стадии проектирования обработки, пока программа располагает максимумом необходимой информации. Ведь при таком разбиении требуется завершить работу с текущим инструментом, а затем снова выполнить загрузку даже в том случае, если продолжается обработка тем же инструментом. Это значит, что будут построены дополнительные перемещения инструмента, а Техтран тщательно проверит возможность перемещения инструмента без столкновений. В частности, перед сменой инструмента производится его вывод в безопасное положение с учетом геометрии заготовки, геометрии инструмента и наличия препятствий.
Использование подпрограмм в сочетании с разбиением УП требует от постпроцессора дополнительного напряжения. Постпроцессор должен не только восстановить все режимы обработки в начале каждой части, но и вывести для каждой части именно те подпрограммы, которые в ней задействованы, причем повторить такую операцию столько раз, сколько необходимо.
Остается посочувствовать тем, кто вынужден делать это без помощи Техтрана.
Разделение УП по инструментальным головкам
Необходимость разделения УП по инструментальным головкам возникает в тех случаях, когда станок имеет возможность вести одновременную обработку инструментами, закрепленными в двух и более инструментальных головках. В отличие от обычного разбиения УП здесь требуется еще и предварительное упорядочение команд обработки по инструментальным головкам. А поскольку такое упорядочение нарушает первоначальную последовательность команд, возникает потребность в синхронизации работы инструментов, относящихся к разным инструментальным головкам.
В Техтране обработка, одновременно производящаяся инструментами в разных инструментальных головках, программируется так же, как и обычная последовательная. «Распараллеливание» производит постпроцессор, учитывая закрепление инструментов к той или иной инструментальной головке. Для синхронизации в каждую из полученных последовательностей вставляются специальные метки, которыми отмечаются соответствующие моменты обработки.
Преобразование в цилиндрическую систему координат
Станок, выполняющий фрезерную обработку в сочетании с непрерывным вращением заготовки, работает в цилиндрической системе координат. Это относится, в частности, к токарно-фрезерному оборудованию или обрабатывающим центрам, оснащенным поворотным столом. Здесь явно или неявно присутствует преобразование координат в цилиндрическую систему. Возможны следующие ситуации:
- Траектория изначально построена в цилиндрической системе координат.
- Траектория преобразуется в цилиндрическую систему координат средствами Техтрана.
- Траектория преобразуется в цилиндрическую систему координат средствами системы ЧПУ.
С точки зрения оптимизации УП наибольший интерес представляет последний случай.
Модель обработки строится независимо от возможностей системы ЧПУ по преобразованию декартовых координат в цилиндрические. Технолог программирует обработку, руководствуясь прежде всего тем, как обеспечить заданные геометрические характеристики и выдержать требуемые режимы обработки. Остальное можно поручить компьютеру. Техтран, обладая полной информацией о модели обработки, предоставляет возможность использовать при формировании УП как декартовы, так и цилиндрические координаты.
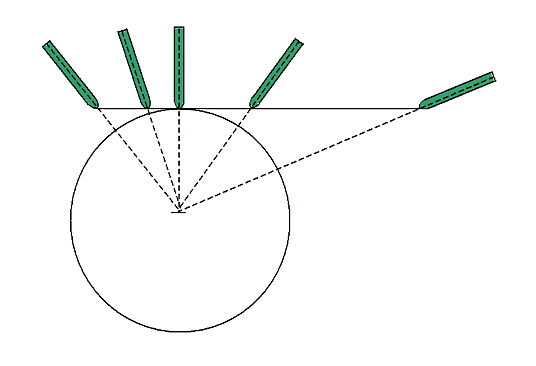
Полярная интерполяция. Полярная интерполяция дает возможность использовать вращение заготовки вместо перемещения инструмента поперек оси вращения (рис. 2). Необходимость в такой замене возникает при выполнении фрезерной обработки на станке, где инструмент имеет возможность перемещаться только вдоль оси вращения (X), или же вследствие ограниченности перемещения инструмента по координате Y (перпендикулярной оси вращения). Вместо перемещений по координате Y можно использовать вращение заготовки в сочетании с движением по Z. Чтобы получить требуемый результат, движения по Y интерполируются множеством перемещений в координатах Z-C (совместное перемещение по этим координатам «рисует» в пространстве участок спирали).
Выбрав в поле Способ управления осью вращения в УП альтернативу Вращение заготовки, мы можем определить один из следующих вариантов преобразования координат:
- Цилиндрические координаты — перевод модели в цилиндрическую систему координат средствами Техтрана;
- Декартовы координаты — формирование УП на основе исходной траектории в декартовых координатах, с последующим преобразованием в цилиндрическую систему координат средствами системы ЧПУ.
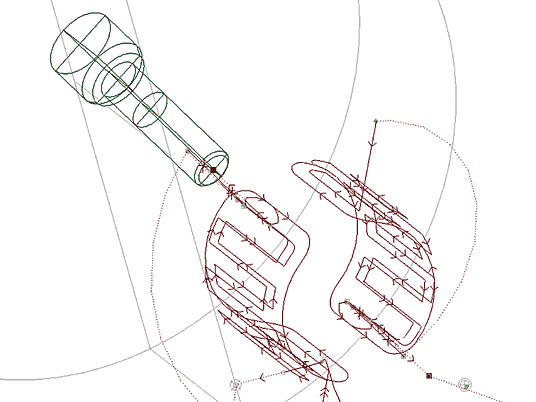
Цилиндрическая интерполяция. Режим цилиндрической интерполяции позволяет «намотать» плоскую траекторию на цилиндрическую поверхность (рис. 3). Техтран поддерживает этот режим (Траектория на цилиндре) уже при построении модели обработки. Параметры переходов задаются как при обычной плоской обработке, однако в графическом окне мы уже увидим траекторию, спроецированную на цилиндр. Если станок имеет функцию цилиндрической интерполяции (она соответствует режимам Transmit (Sinumerik 840), Polyform (Traub), «Интерполяция в полярных координатах» (Fanuc), «Виртуальная ось C» (NC 210)
Следует отметить, что корректная работа в режимах полярной и цилиндрической интерполяции затрагивает модель обработки и не может быть сведена лишь к функциям преобразования координат постпроцессора. Например, большая часть систем ЧПУ требует, чтобы перед включением режима интерполяции инструмент был выведен в положение, характеризующееся определенными условиями. Это означает, что в траекторию должны встраиваться дополнительные участки позиционирования, которые обеспечивают эти условия, но не требуются, когда интерполяция не используется. Техтран обеспечивает эту взаимную согласованность модели с режимом работы постпроцессора, что характерно далеко не для всех CAM-систем.
НИП-Информатика
(Санкт-Петербург)
Тел.: (812) 375−7671, 718−6211
E-mail: tehtran@nipinfor.spb.su
Internet: www.nipinfor.ru
Скачать статью в формате PDF — 209.0 Кбайт |


