
Главная » CADmaster №5(30) 2005 » Машиностроение TechnologiCS v4. Специализированная информационная система для машиностроительного предприятия
Ознакомительная версия системы TechnologiCS
Теперь все желающие могут самостоятельно и более подробно ознакомиться с возможностями системы TechnologiCS v4. Для этого разработан специальный комплект новых демонстрационных материалов.
Состав комплекта
-
Брошюра «TechnologiCS. От конструкторской спецификации до выпуска изделия. Часть 1. Подготовка производства» — описание порядка работы с применением системы (на примере подготовки производства конкретного изделия).
В электронном виде брошюра уже опубликована в разделе «Демонстрационные материалы» сайта TechnologiCS. -
Полный дистрибутив новейшей версии TechnologiCS, включающий ознакомительную версию системы.
Ознакомительная версия представляет собой полностью работоспособную систему TechnologiCS с предварительно настроенной базой данных и ограниченной по времени лицензией на использование на одном рабочем месте. База данных содержит примеры наполнения и настройки номенклатурных справочников, а также изделие, подготовка производства которого описана в брошюре (номенклатура деталей и узлов, спецификации, 3D-модели и чертежи, технологические процессы, материальные и трудовые нормативы, настроенные расчетные модули, комплекты выходных документови т.д.). -
Учебник «TechnologiCS. Информационная поддержка производственных процессов. Пример настройки и использования системы. Подготовка производства».
Книга представляет собой иллюстрированную пошаговую инструкцию. Выполняя предлагаемые примеры-упражнения, можно самостоятельно, работая с реальной системой, просмотреть описанный в брошюре пример и параллельно освоить некоторые базовые возможности TechnologiCS.
Информацию об условиях получения комплекта демонстрационных материалов можно получить в компании CSoft, у ее уполномоченных представителей или на сайте www.technologics.ru.
Система TechnologiCS представлена на российском рынке с весны 2001 года, то есть с момента появления первой версии программного продукта под таким названием 1. С тех пор развитие и доработка системы не останавливались практически ни на один день: летом 2005-го вышла последняя на сегодня, четвертая версия. При всем внешнем сходстве она существенно отличается от предшественниц:
- полностью переработана подсистема материального (складского) учета;
- существенно расширены возможности подсистемы планирования и управления производством;
- появилось множество новых возможностей для самостоятельной настройки и модификации системы (вплоть до написания собственных функций, расчетных модулей
и т.д.) практически в любом режиме работы TechnologiCS.
Но главное изменение, которое на самом деле стало следствием всех перечисленных доработок, — это та целостность, которую обрела система. Кирпичики — функциональные возможности, относящиеся к разным видам деятельности предприятия, связанной с подготовкой и управлением производством, — которые были заложены на предыдущих стадиях развития программы, сложились в единое здание. Новые возможности и интерфейсы позволили более прозрачно и логично связать в системе задачи подготовки, планирования производства, материального учета и учета изготовления продукции.
По сути своей вся система TechnologiCS построена на одной идее. Работа всех основных служб машиностроительного завода (конструкторов, технологов, нормировщиков, планово-экономической и производственно-диспетчерской служб, службы материально-технического снабжения, цеховых диспетчеров и технологов, мастеров, службы главного механика
Эта мысль изначально положена в основу системы TechnologiCS — с самой первой версии система разрабатывается как «сквозная». Конечно, не всё удалось реализовать сразу. Начав с единой БД нормативно-технической, конструкторской и технологической информации, система постепенно пополнялась необходимыми функциональными возможностями. В едином информационном поле системы отрабатывались взаимные связи задач, логически различных (относящихся к разным службам и стадиям производственного процесса), но тесно взаимодействующих с точки зрения порождения и использования данных. Четвертая версия TechnologiCS позволяет логично увязать в одной системе информационное сопровождение изделия от его проектирования до послепродажной поддержки.
Схематически перечень задач, при решении которых может напрямую или косвенно использоваться ИС TechnologiCS v4, и используемые для этого исходные данные представлены на рис. 1.

Все задачи сгруппированы на схеме по областям (показаны слева и справа), но поскольку многие из них существенно пересекаются, то даже такая укрупненная группировка весьма условна и приводится для наглядности. Описывать систему TechnologiCS, просто перечисляя ее функциональные возможности, долго и неинформативно. Функций очень много, а способов их применения для решения практических задач — еще больше. Поэтому в предлагаемом обзоре мы сосредоточимся не столько на перечислении функций, сколько на описании порядка применения возможностей системы в соответствии с той последовательностью, с которой на реальных предприятиях решаются задачи подготовки и управления производством. Мы будем продвигаться по приведенной на рис. 1 схеме, постепенно раскрывая ее содержание.
Идеология системы TechnologiCS предполагает активное использование электронных данных в единой информационной среде, а это означает:
- коллективную работу (в режиме реального времени) множества пользователей из различных служб с одной и той же или тесно взаимосвязанной информацией;
- использование единожды введенной информации о деталях, изделиях, материалах, технологических операциях
и т.д. на всех стадиях производственного процесса — от разработки изделия до контроля его изготовления; - возможность по-новому, намного более эффективно использовать техническую информацию не только в виде документов, но и в различных ее представлениях на экране и на бумаге — в виде сводных и детальных отчетов, диаграмм, таблиц
и т.д.
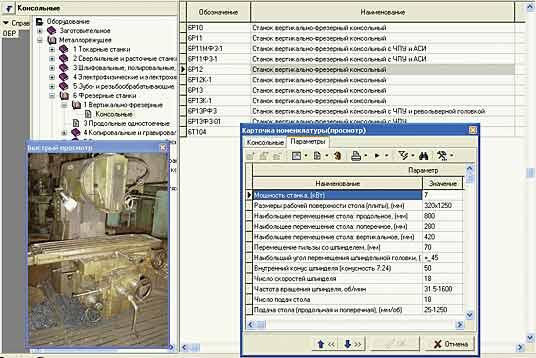
Чтобы обеспечить все перечисленные возможности и при этом максимально сократить количество возможных ошибок, устранить необязательные проверки и согласования, упростить проведение изменений, пользователи системы работают с физически одной и той же базой данных нормативно-технической информации. Это набор электронных справочников, описывающих конкретное предприятие. Здесь собрана информация о том, какое оборудование имеется на предприятии, какие материалы используются, какой можно применять инструмент, какая имеется оснастка (в том числе собственного изготовления), какие применяются стандартные и покупные изделия. Электронные справочники могут содержать не только номенклатуру, но и всевозможные характеристики и параметры станков, инструмента, материалов, графические изображения, трехмерные модели
- мощная универсальная поисковая система (в том числе по различным параметрам объектов);
- возможность связывать содержимое справочников с документами в электронном архиве;
- возможность произвольной классификации, создания собственных объектов и справочников;
- возможность настройки собственных форм представления характеристик объектов на экране (электронных карточек).
Если конструкторы и другие специалисты используют в работе свои электронные справочные системы (например, каталоги производителей комплектующих), то, применяя имеющиеся в TechnologiCS средства настройки, можно организовать пополнение электронных справочников TechnologiCS из внешних электронных каталогов 2.
Безусловно, на предприятии кто-то должен наполнять справочники необходимыми данными и поддерживать их в актуальном состоянии. На большом заводе эта задача может распределяться между множеством служб и специалистов: справочник оборудования ведут, например, соответствующее бюро ОГТ и/или ответственный от службы главного механика, а справочник материалов поддерживают специалисты ОГТ, УМТС или КТОС. Гибкая система распределения прав доступа пользователей позволяет надежно защитить содержимое БД от несанкционированных изменений (как случайных, так и вносимых умышленно), разделить возможности корректировки базовых справочников и использования данных из них. В целом всё это можно назвать задачей стандартизации и ведения нормативно-справочной технической информации (рис. 1), которая при внедрении системы постепенно сводится к поддержанию в актуальном состоянии соответствующих электронных справочников.
Среди многих других в системе имеются справочники изготавливаемых на заводе деталей, а также сборочных единиц и изделий. Содержимое таких справочников формируется и поддерживается в процессе повседневной работы конструкторской службы. При разработке новых и модернизации существующих изделий, узлов, деталей в единую БД TechnologiCS поступает информация о них: появляются номенклатура узлов и деталей, электронные спецификации, отражающие состав конкретных сборочных единиц, их параметры и характеристики (вес, покрытие, технические требования
Таким образом, для конструкторской службы TechnologiCS — это база данных по всем выпускаемым деталям, сборочным единицам, изделиям, электронный архив связанной с ними документации, трехмерных моделей
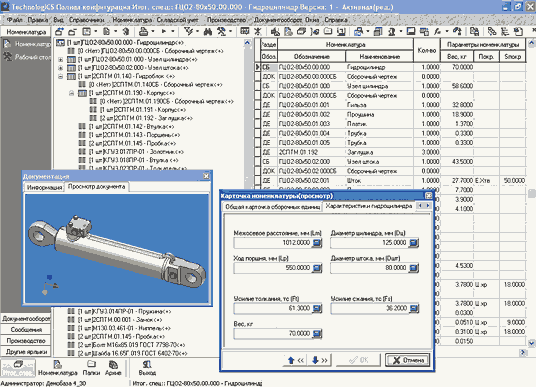
С другой стороны, как уже сказано, в той же БД помимо указанной информации об изделии размещены и справочники — в том числе технологических операций и переходов, оборудования, инструмента и оснастки, материалов. А всё это вместе уже исходные данные для технологической подготовки. Технический вопрос интеграции задач конструкторской и технологической подготовки в данном случае не возникает как таковой. Конструктор и технолог работают в физически единой программной среде: один создает деталь и заносит в БД системы информацию о ней (чертеж, технические требования
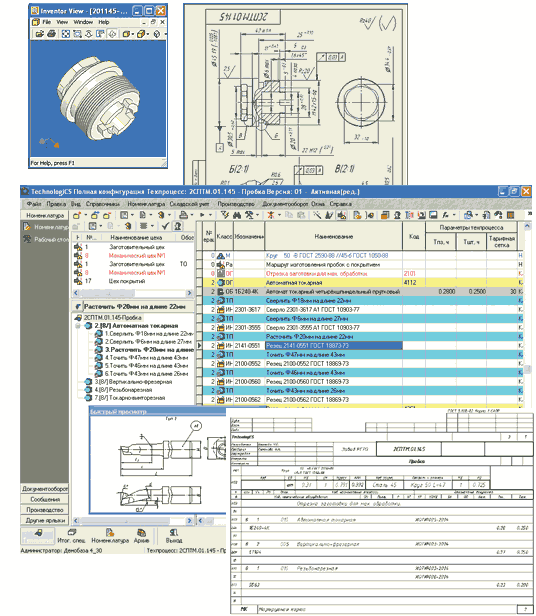
Электронный технологический процесс в TechnologiCS — сквозной, то есть он представляет собой полное описание последовательности изготовления соответствующей детали или сборочной единицы, включающее все технологические операции, которые необходимо выполнить (даже если они выполняются в разных цехах и относятся к разным видам обработки). Другое дело, что пользователь системы может работать как со сквозной технологией, так и с ее фрагментом, относящимся к определенному цеху или технологическому переделу. Степень детальности описания технологии системой никак не регламентирована и определяется исключительно требованиями предприятия. В TechnologiCS вы можете с равным успехом работать как с предельно упрощенными маршрутными технологиями, характерными для опытных производств и небольших предприятий, так и со сложными операционными техпроцессами, насчитывающими сотни операций и переходов, — что актуально для серийного производства. На основании технологии, спроектированной в электронном виде, можно автоматически сформировать необходимые комплекты технологической документации различного назначения и степени сложности (рис. 4).
Для крупных заводов и сложного многопередельного производства предусмотрены специальные возможности разработки технологических маршрутов (расцеховки) и работы с ними. Рядовым технологам система предоставляет набор необходимых функциональных возможностей автоматизированной разработки технологических процессов, подготовки и выпуска документации. Обеспечены различные методы проектирования техпроцессов:
- в диалоговом режиме с использованием стандартных справочников операций, оборудования, инструмента;
- по аналогу, с заимствованием ранее разработанных ТП (и их последующей полной или частичной корректировкой), поиском аналогов по характеристикам деталей, по применяемости материалов, станков, средств оснащения
и т.д. ; - в автоматическом режиме на основании ТП комплексной детали;
- из стандартных параметризованных фрагментов техпроцесса (нарезание резьбы, сверление отверстий
и т.п.); - в автоматизированном режиме с использованием собственных скриптов (программных модулей).
Дополнительно по желанию пользователей могут настраиваться специальные функции для автоматизации и проверки корректности подбора оборудования, инструмента
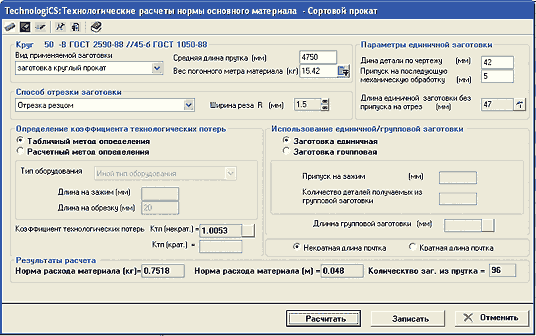
Изображения, созданные в любой программе, позволяющей сохранять файлы в стандартном растровом или WMF-формате, можно использовать в электронных ТП TechnologiCS как операционные эскизы. Те, кто привык работать с AutoCAD, по достоинству оценят специализированный редактор технологических эскизов на базе известной программы MechaniCS. Для нормировщиков в комплект поставки включены модули автоматизированного расчета норм расхода материалов для деталей из сортового проката, труб, листов (рис. 5), а также из неметаллических материалов (пиломатериалы, текстолит, стеклопластик и др.).
Трудоемкость выполнения технологических операций может определяться экспертным (опытно-статистическим) путем, по нормировочным таблицам или с применением любого собственного расчетного модуля, работающего по алгоритму, заложенному пользователем. Данные о штучном и подготовительно-заключительном времени дополняют электронный техпроцесс.
Таким образом, на стадии технологической подготовки производства система используется соответствующими службами как:
- БД по деталям, сборочным единицам, изделиям (включая модели, чертежи, спецификации, ранее разработанные техпроцессы);
- библиотека стандартных технологических решений и часто применяемых фрагментов ТП;
- БД используемого оборудования, инструмента, средств оснащения, соответствующей документации (чертежей, заявок
и т.д.); - АРМ проектирования техпроцессов для разных видов обработки, нормирования материалов и трудоемкости, выпуска всевозможной технологической документации;
- среда для организации коллективной работы различных специалистов технологической службы.
В то же время вся формируемая на этом этапе информация о процессе изготовления деталей и узлов, а также необходимых для этого ресурсах дополняет в единой БД TechnologiCS конструкторские данные о структуре изделий. То есть заложенная конструктором информация о том, что и из каких деталей нужно сделать, «обрастает» данными о том, из чего, каким образом, на каком оборудовании, в течение какого времени и с применением какой оснастки выпускаются эти детали — то есть технологией.
Чтобы перейти к решению следующих задач (рис. 1), необходимо иметь информацию не только о том, какие, в соответствии с нормативами, потребуются материалы и комплектующие, но и сколько они стоят, имеются ли в наличии на предприятии
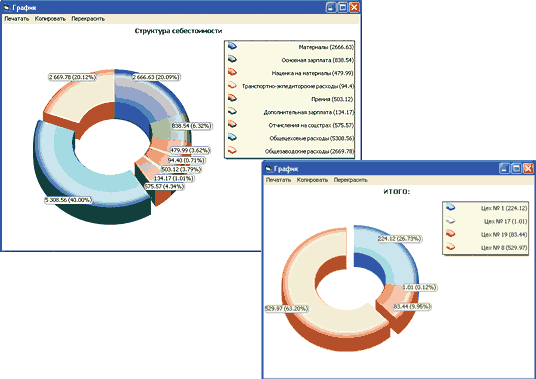
Когда в системе имеется информация о составе изделия, представлены технологические процессы с указанием материальных и трудовых нормативов, данные о стоимости материалов и действующих тарифных ставках, можно автоматически рассчитать нормативную и плановую себестоимость продукции, получить все необходимые данные о составляющих себестоимости в различных разрезах (рис. 6).
Зная планируемую потребность в выпускаемой продукции, располагая базой данных по всем изделиям, а также информацией об остатках и (несколько забегая вперед по схеме, показанной на рис. 1) незавершенном производстве, можно составить производственную программу, то есть определить, какие изделия, в каком количестве и к какому сроку необходимо изготовить. Эти данные также вносятся в систему. Спецификации соответствующих изделий, как мы уже знаем, в TechnologiCS есть, а значит запланированные к изготовлению изделия система может автоматически «развернуть» до отдельных деталей. Предусмотрены специальные возможности работы с производственным составом изделий. Это позволяет учитывать в производственной программе отклонения, проходящие на большинстве предприятий не как изменения нормативной документации, а в виде служебных записок дирекции по производству или подобного рода указаний, приводящих к изменениям плана производства. Речь идет, например, об изменениях в комплектации конкретных изделий (партий/комплектов), заменах, передаче на кооперацию.
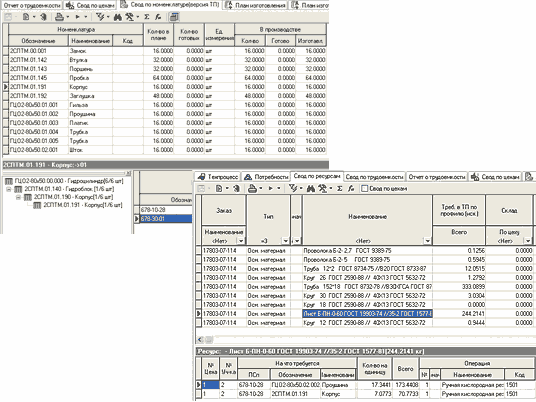
На основе общего номенклатурного плана производства и технологических процессов (в которых указано, какие операции и в каких цехах должны выполняться) можно получить номенклатурный план для каждого цеха. Более того, в электронных технологических процессах указаны и материалы, и нормы их расхода. В свою очередь, количество запланированных к изготовлению деталей, нормативы по техпроцессам и данные об остатках материалов в цехе (рис. 7) становятся исходной информацией для формирования лимитно-заборных карт или аналогичных по смыслу документов, регламентирующих отпуск ресурсов на производство. На основании лимитно-заборных карт и с использованием подсистемы складского учета оформляются соответствующие накладные (ордера
Задача календарного планирования для любого предприятия и любого вида производства — с учетом всех факторов, влияющих на выполнение плана, — в общем виде не может решаться только программой (быть полностью автоматизирована). Здесь требуется и настройка на конкретное предприятие (применяемую методику планирования), и участие в процессе человека, принимающего решения. Возможность автоматизации задач календарного и оперативного производственного планирования обеспечена в TechnologiCS как открытым интерфейсом для подключения внешних расчетных программ и алгоритмов, так и набором встроенных средств, к которым относятся:
- расчет циклового графика изготовления изделия по технологическим процессам или по директивно заданным производственным циклам изготовления ведущих деталей (оптимально для единичного производства и изделий с длинным технологическим циклом);
- возможность объединения позиций производственного плана в партии по любым конструктивным или технологическим признакам (актуально для серийного производства);
- возможность как вручную, так и программным путем назначать даты выпуска изделий, изготовления партий и отдельных деталей — вплоть до выполнения конкретных технологических операций;
- доступ через визуальный и программный интерфейс ко всей необходимой информации в БД TechnologiCS (номенклатурный план, технологические процессы, имеющееся оборудование с графиками его работы и обслуживания
и т.д.).
Вернемся к схеме (рис. 1). На данной стадии работ:
- уже сформирован номенклатурный (календарный) план;
- выписаны и выданы материалы, а также другие ресурсы, необходимые для производства;
- имеется конструкторская документация и технологические процессы на запланированные позиции.
На этом этапе, можно сказать, заканчивается подготовка производства в широком смысле слова и начинается собственно изготовление. Наличие в БД подробнейшей конструкторско-технологической информации позволяет организовать в системе выдачу заданий и учет производства с различной степенью точности (вплоть до отдельных технологических операций). Существует возможность организовать автоматизированный выпуск производственных и сопроводительных документов: операционно-сопроводительных карт, маршрутных листов/ярлыков, нарядов
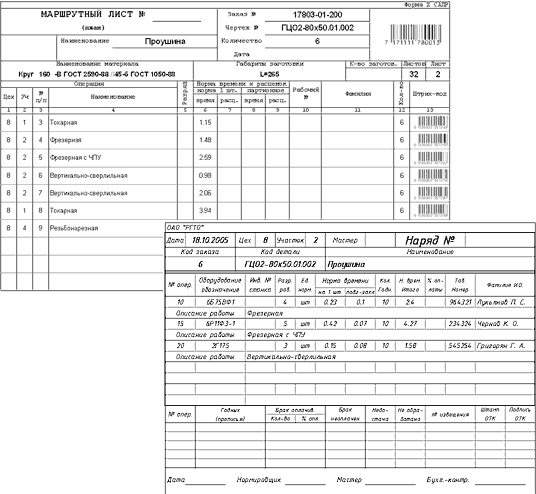
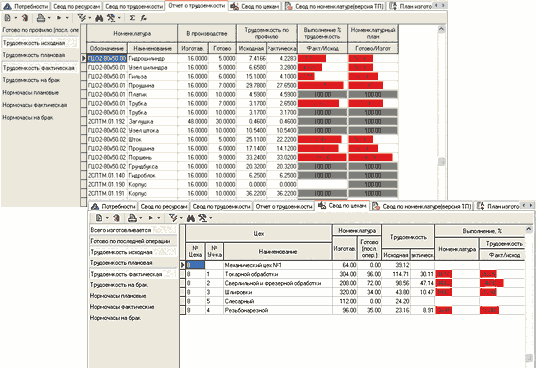
Данные о факте выполнения конкретных технологических операций, исполнителях, дате и времени сдачи операций или деталей можно вводить в систему как вручную, так и с помощью стандартного штрих-кодового оборудования (обратите внимание на маршрутный лист, показанный на рис. 8: сгенерированные системой штрих-коды используются как раз для автоматизации ввода данных о выполнении технологических операций). Данные о текущем состоянии выполнения производственной программы могут быть получены заинтересованными руководителями как на экране компьютера (рис. 9), так и в виде распечатанного отчета.
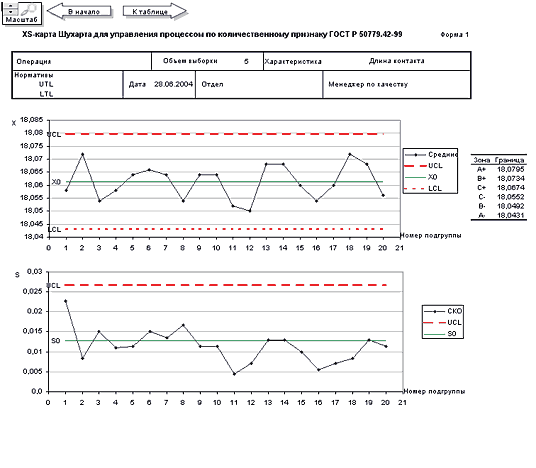
При необходимости, помимо данных о фактическом выполнении технологических операций, в TechnologiCS можно вносить самую детальную информацию о ходе производственного процесса — например, фактические режимы выполнения тех или иных технологических операций, результаты измерений, информацию о возникновении брака с указанием его вида и причины. Такие возможности обеспечивают решение ряда задач управления качеством. Накапливая в БД информацию о ходе производственного процесса и результатах измерений, впоследствии можно применять статистические методы исследования стабильности и управления технологическим процессом — с подготовкой необходимой отчетности согласно рекомендациям стандартов серии ISO 9000 (рис. 10). Для реализации этих задач разработан дополнительный модуль TechnologiCS — «Управление качеством».
В заключение коротко подытожим, как выглядит процесс работы с использованием четвертой версии TechnologiCS.
Конструкторская служба ведет работы по проектированию и модернизации выпускаемой продукции, в результате которых формирует в общей БД информацию об изделиях, отдельных узлах и деталях. Технологи и нормировщики, используя конструкторские данные как основу, дополняют их техпроцессами и нормативами. По этой информации планово-экономическая служба определяет нормативную и плановую себестоимость. ПДО (или аналогичное подразделение), используя систему, управляет составом производственной программы и изменениями к ней. На основе БД по изделиям и техпроцессам производственная программа детализируется до уровня планов цехов, а если необходимо, то и далее — вплоть до отдельных технологических операций: фактически определяется перечень работ для каждого подразделения, а также объем материалов и других ресурсов, необходимых для выполнения этих работ (по технологии). Выдача материалов в производство и выполнение запланированных работ фиксируются в системе. Данные об этом используются, с одной стороны, для контроля текущего состояния производства, а с другой — для решения последующих задач, таких как управление качеством или калькуляция фактических затрат на изготовление заказа.
Система TechnologiCS в данном случае является той самой информационной средой, которая обеспечивает максимально быстрое и беспрепятственное прохождение информации между всеми участниками представленного процесса. Специалистам предприятия она предоставляет мгновенный и полный доступ к необходимой информации — вне зависимости от того, в какой службе и в процессе разработки какого документа эта информация появилась. Кроме того, благодаря наличию в системе достаточно полных и актуальных данных, появляется возможность автоматизировать выполнение различных текущих задач.
Четвертая версия TechnologiCS имеет большой потенциал дальнейшего развития. На сегодня для этой версии уже разработано более десяти дополнительных модулей, автоматизирующих проектирование технологических процессов и проведение различного рода расчетов, обеспечивающих более тесную интеграцию с CAD/CAM/CAE-системами
- TechnologiCS — на 100% собственная разработка российской компании Consistent Software. Программный продукт под таким названием впервые был анонсирован в конце 2000 года. Ранее, с 1990 по 1996 год, была разработана и успешно применялась на нескольких предприятиях система-предшественница TechnologiCS, которая носила название АСТЕП, основывалась на той же идее организации работы, но имела существенно более скромные функциональные возможности и техническую реализацию. ↑
- Конечно, чтобы технически реализовать пополнение заводской БД из сторонних электронных каталогов, эти каталоги сами должны иметь стандартные средства для организации взаимодействия приложений — например API или открытые документированные структуры данных. ↑
Скачать статью в формате PDF — 384.3 Кбайт |


