
Главная » CADmaster №4(24) 2004 » Машиностроение Литье по выплавляемым моделям: взгляд изнутри
Ассортимент продукции, выпускаемой Воронежским механическим заводом, чрезвычайно широк: ракетная техника, жидкостные ракетные двигатели, поршневые двигатели для авиации, нефтегазовое оборудование, автозаправочные станции, оборудование для переработки сельскохозяйственной продукции, сложная медицинская техника, узлы и блоки для автомобильной и тракторной промышленности, бытовые электрические и газовые плиты… Этот список можно было бы продолжать и продолжать.
Работу предприятия характеризуют «космические» требования, предъявляемые к производимой продукции, сложность и разнообразие используемого оборудования, высококвалифицированный персонал. Однако для выпуска изделий высочайшего качества одних этих факторов было бы недостаточно. Современное производство мертво без передовых технологий.
И здесь наш завод не отстает от времени. Наряду с традиционными, на предприятии успешно внедряются новые уникальные технологии, являющиеся «ноу-хау» в металлургии. Используя метод вакуумного литья на основе нержавеющих особо прочных сталей, наши специалисты создали серию новых высокопрочных материалов, которые могут применяться в сероводородной среде при температуре от -253 °C до +800°C.
Литье в оболочковые керамические формы позволяет получить высокоточные литые детали сложного профиля, практически исключающие необходимость дополнительной обработки (чистота поверхности составляет 20−40 мкм), сократить металлоемкость изделий, не снижая при этом надежности.
Введение
В мировой практике для изготовления корпусов задвижек и угловых штуцеров высокого давления, применяемых в фонтанной арматуре нефтегазового оборудования, используют заготовки, полученные из стальных поковок и штамповок, или литые заготовки, выполненные обычным способом литья, так называемым литьем «в землю». Разработчики и изготовители корпусных заготовок традиционно отдают предпочтение кованным заготовкам. Литые заготовки используются реже, поскольку литые материалы обладают более низким комплексом механических характеристик и имеют значительно больше дефектов в виде различных примесей и включений. По плотности структуры литье также уступает кованному материалу, что особенно характерно для изделий с массивными стенками. Поэтому использование литых корпусных деталей в запорно-регулирующих устройствах (ЗРУ), как правило, ограничено невысокими давлениями (до 21 МПа).
На Воронежском механическом заводе (ВМЗ) решили изменить такое положение дел. Чтобы получить литые крупногабаритные заготовки для запорно-регулирующих устройств высокого давления, на ВМЗ впервые в мировой практике применили метод литья по выплавляемым моделям (ЛВМ). Последовательное и направленное затвердевание отливок в нагретой оболочковой форме ЛВМ создает условия, благоприятные для фильтрации жидкого расплава из прибыли в двухфазную область отливки и получения плотного металла.
Обычно методом ЛВМ изготавливают тонкостенные отливки сложной конфигурации повышенной плотности, масса которых не превышает нескольких килограммов, а толщина стенок составляет от 5 до 10 мм. Освоение производства массивных отливок ЗРУ потребовало новых технологических решений, позволяющих расширить возможности традиционного процесса ЛВМ.
При заливке оболочковых форм, заформованных в опорный наполнитель и нагретых до высокой температуры, резко замедляется отвод тепла от затвердевающих стальных отливок. Возрастание толщины и массы отливок при изготовлении литых корпусов ведет к увеличению продолжительности затвердевания отливки и, как следствие, к появлению дефектов усадочного характера.
Для изготовления ЗРУ высокого давления (до 105 МПа) требовались высококачественные корпусные заготовки размером до 700 мм и более, массой до 500 кг и с толщиной стенок и фланцев до 60 мм и 110 мм соответственно.
Постановка задачи
Одной из основных проблем, с которыми столкнулись специалисты Воронежского механического завода, был вопрос обеспечения питания отливки металлом, поскольку сложность изготовления керамической оболочки и длительность технологического процесса затрудняли поиск оптимальных условий кристаллизации.
Чтобы решить эту проблему, для анализа процессов кристаллизации отливки типа «Корпус» была использована система автоматизированного моделирования литейных процессов LVMFlow, которая имеет ряд преимуществ по сравнению с аналогичными системами, представленными на мировом рынке. Работа LVMFlow основана на методе конечных разностей (МКР), позволяющем анализировать заполнение формы расплавом с учетом предварительного прогрева формы. При этом необходимость прорисовки керамической оболочки во внешней конструкторской программе отпадает, поскольку система позволяет создать оболочковую форму в течение нескольких секунд.

|
|
Конструкция детали может быть представлена в виде двух взаимопроникающих под углом 90° цилиндрических тел с протяженными тонкими стенками и массивными фланцами. Ее особенностью является выраженная разнотолщинность (соотношение толщин стенок и фланцев составляет 30:100 мм) и наличие термических центров в местах переходов от тонких элементов к толстым.
Исходя из известных закономерностей формирования отливок, можно утверждать, что литье такой конструкции приведет к появлению дефектов усадочной природы. Чтобы избежать этого и обеспечить герметичность, необходимо добиться последовательного развития кристаллизации отливки с соблюдением принципа направленного затвердевания. Безусловно, достижение искомого результата во многом зависит от расположения отливки при заливке, поэтому были рассмотрены два основных варианта такого расположения: вертикальное (рис. 1а) и горизонтальное (рис. 1б).
В первом случае керамическую оболочку размещали таким образом, чтобы проходной канал отливки формировался в горизонтальном положении, а корпус шиберного канала — в вертикальном. На каждый массивный элемент в отливке (три фланца) устанавливали индивидуальные прибыли. Наиболее протяженные стенки во время заливки ориентировали в керамической оболочке вертикально. При таком расположении питание стенок в процессе затвердевания происходит последовательно через массивные фланцы по направлению к прибылям.
На центральном и двух боковых фланцах устанавливали местные прибыли (одну кольцевую и две прямоугольные), сообщающиеся между собой через литниковые ходы, что позволяло на завершающем этапе заливки подводить горячий металл в боковые прибыли. Расплав поступал в полость оболочки через металлоприемник и четыре распределительных канала.
Конструкция ЛПС приведена на рис. 2.
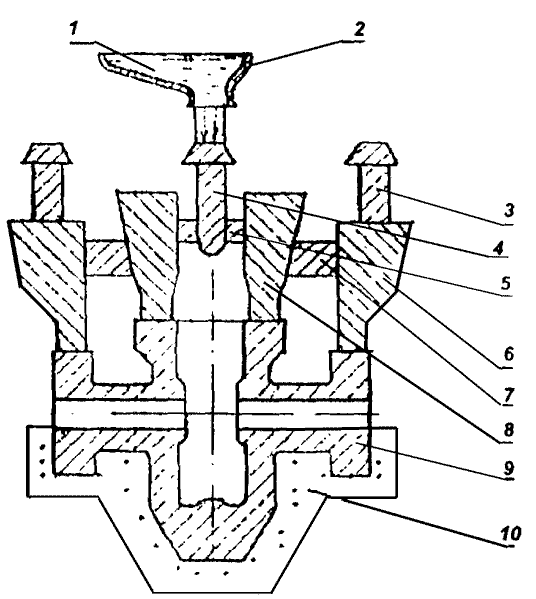
В зоне массивного «глухого кармана», расположенного в нижней части отливки, для усиления направленности затвердевания металла был применен холодильник. Керамическую оболочку формовали в опоку шамотным наполнителем, а заливку расплава осуществляли в нагретые до 750 °C формы. Температура расплава составляла порядка 1590 °C.
Качество полученных отливок контролировалось с помощью рентгенографического просвечивания; а герметичность корпусов — посредством гидростатических испытаний.
Анализ полученных данных показал, что характерный дефект корпусных отливок при таких условиях формирования отливки — рыхлота и пористость. В наибольшей степени это проявляется в стенках горизонтально расположенного проходного канала. При этом наиболее сильно пораженными оказались места переходов от тонкостенных элементов канала к фланцам и массивная часть глухого канала. Несколько менее рыхлота присуща вертикально расположенным стенкам нижнего яруса корпуса и вертикально ориентированным боковым фланцам.
Поскольку полученное распределение дефектов не отвечало требованиям герметичности отливок, был применен второй способ — горизонтальное расположение.
Формирование отливки в керамической оболочке является очень сложным процессом, поэтому учесть все факторы, влияющие на процесс кристаллизации, практически невозможно. Экспериментально отрабатывать все варианты ЛПС не представляется возможным из-за сложности и длительности процесса получения отливки. Разработка варианта литниково-питающей системы до получения опытной отливки занимает несколько недель, поэтому для анализа процесса затвердевания отливки «Корпус» была использована система автоматизированного моделирования литейных процессов LVMFlow.

Горизонтальное расположение отливки предусматривало наличие пяти прибылей, одна из которых была установлена в центре отливки, три — на фланцах и еще одна — на конусной части отливки (в районе седловины). Как и при вертикальном расположении отливки, все прибыли были соединены между собой в единое целое, что на завершающем этапе заливки позволяло обеспечить подвод горячего металла в прибыли.
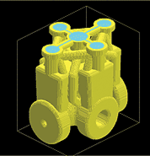
По исходным чертежам отливки специалисты Consistent Software Воронеж совместно с сотрудниками отдела главного металлурга Воронежского механического завода построили трехмерную модель отливки «Корпус» с ЛПС (рис. 3).
При построении исходной геометрической модели отливки (ГМ) были использованы внешние конструкторские программы Autodesk Inventor Series и Unigraphics.
Компьютерное моделирование в САМ ЛП LVMFlow
Для моделирования была использована отливка корпуса задвижки с диаметром проходного горизонтального канала 3 1⁄16 дюйма, изготовленная из низколегированной стали 35ХМЛ, применяемой на ВМЗ для производства запорной арматуры. Температура заливки составляла 1590±10°С, температура заформованной керамической оболочки перед заливкой изменялась в пределах 500−850 °C. Масса залитого блока составляла порядка 520 кг, время заливки — от 60 до 120 сек.
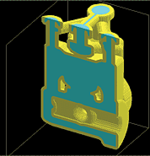
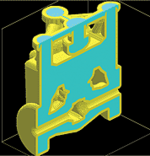
Процесс создания керамической оболочки в программе LVMFlow упрощен до минимума: технологу требуется лишь указать (с учетом количества слоев) толщину будущей керамической оболочки (рис. 4).
|
|
|
Процесс заполнения формы расплавом и последующая кристаллизация отливки «Корпус» рассчитывались в течение 53 часов (процессор Pentium IV 2,8 ГГц, оперативная память — 1 Гб). Процесс компьютерного моделирования (без учета времени на предварительный прогрев формы), в зависимости от требуемой точности результатов, занимает от 30 до 60 мин. В итоге было рассчитано распределение температурно-фазовых полей процесса заполнения формы расплавом, а также полей скоростей, давления; выявлено расположение дефектов усадочной природы (усадочная пористость, микропористость).
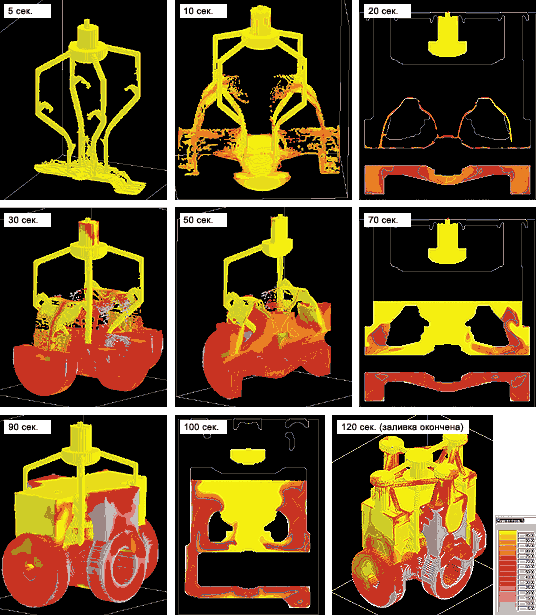
Процесс заполнения формы расплавом представлен на рис. 5. В зависимости от начальной температуры формы, при заливке происходит резкое падение температуры расплава. Большая высота формы и особенности литья по выплавляемым моделям накладывают ограничения на конфигурацию ЛПС.
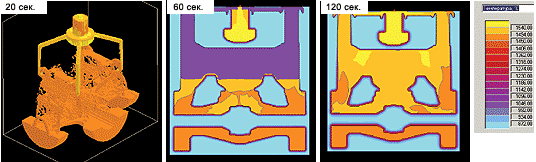
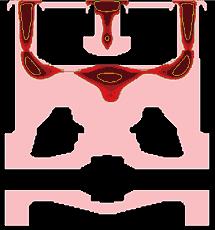
Распределение температуры в отливке и форме для некоторых этапов, начиная от момента начала заливки, приведено на рис. 6.
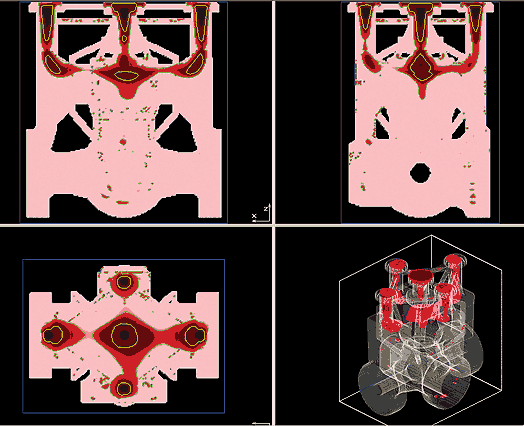
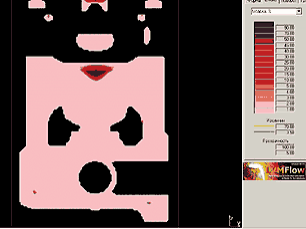
Итоговое распределение дефектов представлено на рис. 7. Массивные прибыли позволили почти полностью удалить из тела отливки дефекты усадочного характера. Однако анализ полученных данных показал наличие дефектов типа «усадочная пористость» в зоне «глухого кармана» и нижней части центрального фланца, что свидетельствует о недостаточности питания этих тепловых узлов жидким металлом.
|
|
|
|
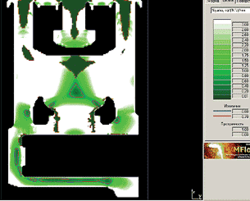
Прогноз микропористости (рис. 8) показал наличие «опасных» участков в горизонтально расположенных стенках отливки. Расчет микропористости ведется на основе критерия Нийяма и требует адаптации результатов в соответствии с особенностями технологии производства. В целом картина распределения мест пониженной плотности металла соответствовала натурным испытаниям.

|
|
Выводы
Компьютерное моделирование процесса кристаллизации отливки «Корпус» с применением САМ ЛП позволило:
- выявить места появления и процесс формирования дефектов;
- отследить в реальном времени изменение температурно-фазовых полей процесса кристаллизации;
- получить распределение векторов скоростей, давлений;
- сформировать рекомендации по оптимизации ЛПС;
- получить данные по распределению потока жидкого металла и движению шлаковых частиц в отливке.
Таким образом, была обеспечена возможность в кратчайшие сроки провести оптимизацию литниково-питающей системы без проведения доработки модельной оснастки, создания керамической оболочки, заливки и механической обработки детали, а продолжительность процесса отработки технологии получения годных отливок была сокращена с 30 до 3−5 дней,
Использование программы LVMFlow позволяет технологу-литейщику визуализировать процессы, происходящие при формировании отливки, оперативно внести изменения в технологию, оптимизировать литниково-питающую систему и обеспечить получение отливки с требуемой плотностью металла, работающей в условиях агрессивных сред и высоких давлений.
заместитель главного металлурга
ФГУП «Воронежский
механический завод»
Тел.: (0732) 34−8217
Владислав Турищев
ведущий инженер
Consistent Software Воронеж,
инженер кафедры физики, химии
и технологии литейных процессов
Воронежского государственного
технического университета
Тел.: (0732) 39−3050
E-mail: vlad@csoftv.vrn.ru
Скачать статью в формате PDF — 410.8 Кбайт |


