
Главная » CADmaster №5(15) 2002 » Машиностроение САПР ЧПУ Visual Mill: 4-я версия = 4-осевая обработка
Нужно любить то, что ты делаешь, и тогда труд, даже самый грубый, возвышается до ТВОРЧЕСТВА.
М. Горький
Системы подготовки управляющих программ для станков с числовым программным управлением (западная аббревиатура — CAM) используются сейчас практически во всех отраслях промышленности. Надо сказать, что на современном высокооборотном фрезерном станке с ЧПУ деталь может быть получена с высочайшей чистотой поверхности без дополнительной механической обработки, а это позволяет экономить время и деньги при изготовлении дорогих прессформ, клише, электродов и прочих изделий, изготавливаемых поштучно.
Как и САПР конструктора, CAM-системы можно условно разделить на три категории по уровню доступного сервиса и решаемым задачам:
-
«Легкие» системы, зачастую поставляемые разработчиками станков, — это системы с минимальным пользовательским интерфейсом и средствами, которые предназначены для выхода на «родной» станок и решают только типовые задачи. Они практически не имеют трансляторов форматов конструкторских систем проектирования, а средства описания обрабатываемой геометрии достаточно бедны. В результате возможности даже самого совершенного оборудования используются с помощью такого программного обеспечения не более чем на 50%.
Сюда же следует отнести «плоские» системы, обеспечивающие токарную и 2,5-координатную фрезерную обработку. Эти системы — хорошо сбалансированные, имеющие удобный инструментарий разработки программ и получения данных из конструкторских САПР — направлены на решение определенного класса задач (контурная обработка, гравирование, выборка пазов и карманов). - Системы среднего уровня предназначены для создания управляющих программ трехкоординатной обработки, но при этом могут иметь ограниченные возможности четырех- и пятикоординатной обработки. Системы этой категории включают в себя весь функционал «легких» систем, обладают широким набором трансляторов популярных конструкторских САПР, средствами создания и редактирования обрабатываемых контуров и поверхностей. Помимо этого они могут включать средства визуализации процесса обработки и расчета режимов обработки. С помощью генератора постпроцессоров полученные программы могут быть переправлены практически на любую стойку ЧПУ.
- Системы высокого уровня разрабатываются поставщиками интегрированных CAD/CAM/CAE-систем высокого уровня — например, Unigraphics. Системы этой категории обладают всеми возможностями двух предыдущих и не имеют ограничений при обработке до пяти координат геометрии практически любой сложности. С помощью систем такого класса не составит никаких проблем сформировать программу для обработки крыльчатки турбины или зубчатого колеса, модели которых были построены по набору вычисленных сечений.
Visual Mill, о которой далее пойдет речь, — это удобная система среднего уровня, третья версия которой обладала возможностями трехкоординатной фрезерной и четырехкоординатной индексной (поворот головки инструмента на дискретный угол, задаваемый таблицей) обработки. При удобстве инструментария и огромном выборе трансляторов для конструкторских САПР система Visual Mill является самой недорогой среди представленных на российском рынке импортных САПР ЧПУ.
Четвертая версия предложила новые возможности, среди которых полная поддержка четырехкоординатной обработки, оптимизация траектории движения инструмента, сравнение геометрии модели и геометрии заготовки, полученной после обработки, на соответствие в пределах заданного допуска.

Возможности Visual Mill хотелось бы продемонстрировать на примере четырехкоординатной обработки.
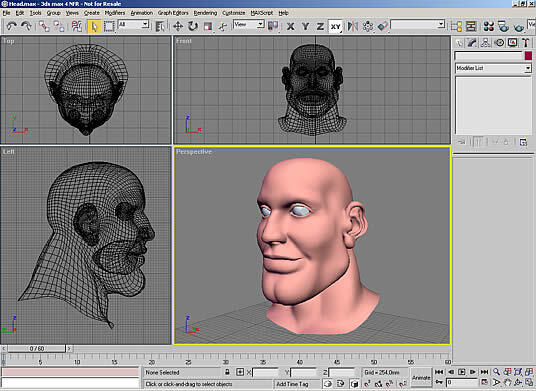
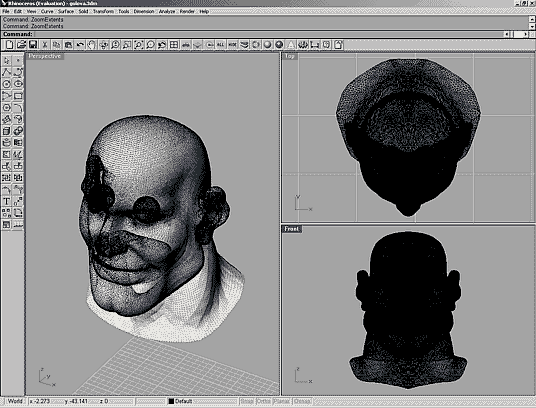
Выберем модель головы персонажа одной из компьютерных игр, созданную в 3ds max.
Предварительно отмасштабированную модель сохраняем в файле обмена (использовался формат STL — StereoLithography) после чего просто открываем в Visual Mill.
Теперь обрабатываемую геометрию необходимо позиционировать с точки зрения ее положения на станке. Поскольку заготовка должна будет вращаться вокруг своей оси, то начало системы координат было установлено по центру детали в ее нижней части. Затем деталь была повернута на 270 градусов по отношению к оси Х. Получена система координат, показанная на рисунке. Далее необходимо задать ось вращения (4-я координата обработки) заготовки, которая в результате проходит по центру детали и совпадает с осью Y системы координат станка (заготовка установлена на поворотную головку, фреза направлена навстречу оси Z).
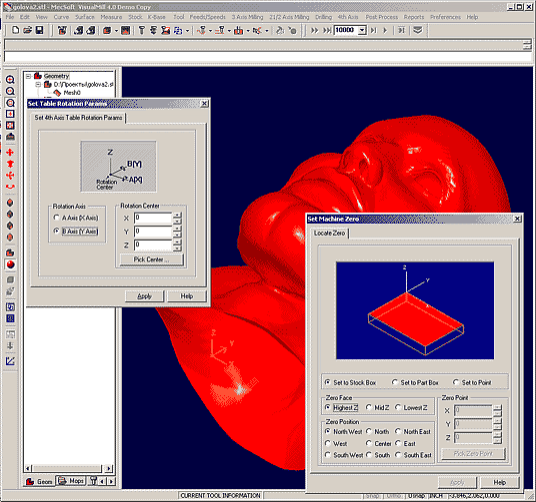
Выбираем заготовку — тело вращения с припуском на обработку 0,5 мм. Габаритные размеры детали по отношению к оси вращения система определяет самостоятельно.
Очередь за инструментом: выбираем сферическую фрезу заданного диаметра, длины
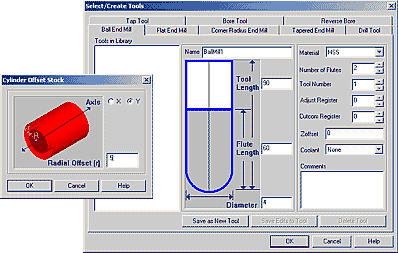
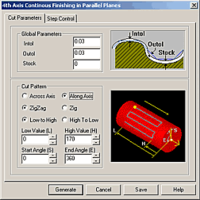
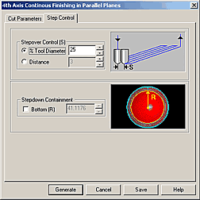
Задание параметров операции (впрочем, как и во всех других режимах) сопровождается графическими подсказками: это одна из причин, по которой в названии продукта присутствует слово Visual. Для четырехкоординатной обработки задаем:
- параметры припуска: общий размер, максимальное отклонение в плюс и в минус по отношению к поверхности заготовки при ее аппроксимации ломаной;
- способ перемещения инструмента по поверхности, который влияет на обрабатываемую зону и формируемую текстуру поверхности: перемещение инструмента вдоль оси вращения или поперек, однонаправленная или двунаправленная обработка, направление перемещения, обрабатываемая область;
- параметры проходов: расстояние между соседними проходами (этот параметр непосредственно влияет на чистоту поверхности и может задаваться в процентах от диаметра инструмента или числовым значением), максимальная глубина обработки (если этот параметр не указывается, то в качестве ограничения используется геометрия детали).
|
|
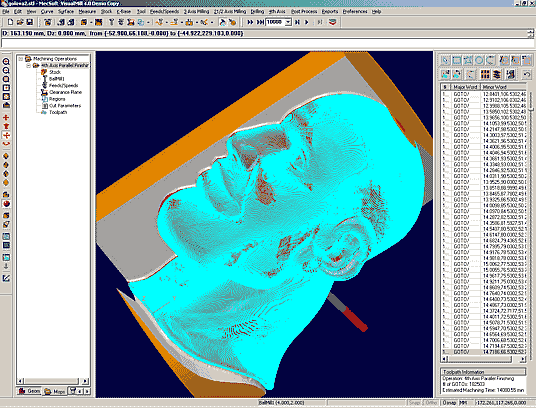
Когда параметры операции заданы, автоматически формируются траектории движения инструмента и становится доступной функция имитации процесса обработки.
Имитацию можно проводить в различных режимах:
- открыть сгенерированную траекторию инструмента в покадровом представлении и посмотреть положение фрезы в отдельно взятой точке траектории;
- просмотреть в динамике с шагом в 10/100/1000/10000 кадров проход фрезы с удалением материала вдоль траектории обработки;
- просчитать обработку в фоновом режиме и посмотреть получившуюся в результате обработки деталь.
Полученную в результате проектирования траекторию обработки можно преобразовывать и в дальнейшем. Среди прочих возможностей:
- при создании прессформ для совместного изготовления нескольких одинаковых деталей или коррексов, зеркальных деталей, подобных деталей
и т.д. — операции масштабирования, зеркального отражения (кстати, эту операцию можно использовать для станков, система координат которых образует не правую, а левую тройку векторов), построение прямоугольного массива; - аппроксимация траектории движения дуговыми сегментами;
- ручная вставка машинных команд по включению охлаждения, смене оборотов шпинделя и подачи, смене инструмента.
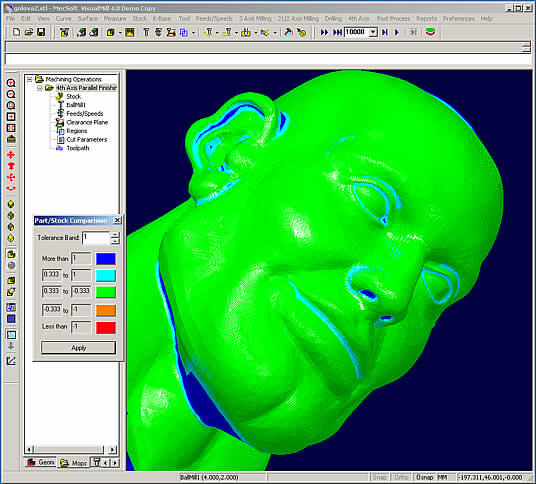
Наконец, прежде чем выходить на станок, можно посмотреть, насколько полученная деталь отличается от исходной модели в рамках определенного допуска.
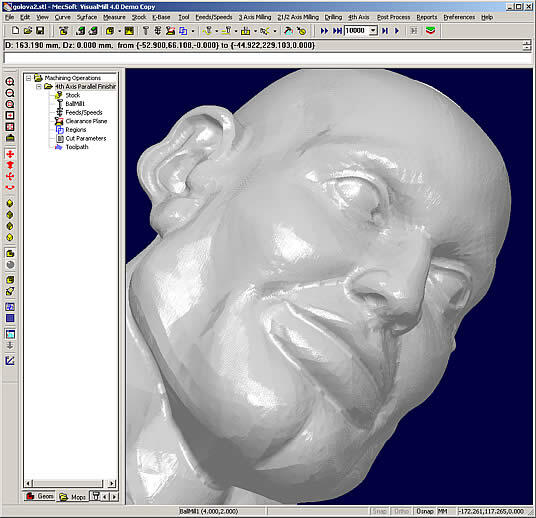
На верхнем рисунке представлен результат обработки с текстурой поверхности, которая будет реально получена по завершении процесса обработки на станке.
На нижнем рисунке показан результат сравнения модели детали с результатом обработки. Синим цветом выделены области, которые заведомо больше заданного припуска, голубым — те, что находятся в рамках припуска в положительной области, зеленым — практически совпадающие с поверхностью модели.
При формировании программы в кодах станка используются постпроцессоры для соответствующих стоек ЧПУ. В состав поставки Visual Mill включены постпроцессоры для основных моделей ЧПУ мировых производителей. Помимо этого с программой поставляется генератор постпроцессоров, позволяющий создать постпроцессор и для других стоек ЧПУ в кодах ISO с использованием параметрического описания фрагментов программы. При создании многооперационной программы с различными видами обработки в текст программы автоматически вставляются блоки для смены инструмента, изменения режимов резания, дуговой и спиральной аппроксимации (если таковые используются) и пр.
Специальное предложение компании-разработчика MecSoft и его представителя в России — компании Consistent Software: комплект Visual Mill 4.0 c известной системой поверхностного моделирования Rhinoceros 2.0. Это решение обеспечит удобство создания обрабатываемых поверхностей, а Visual Mill доведет модель до реального воплощения в дереве, железе или даже мраморе.
Скачать статью в формате PDF — 1.44 Мбайт |


