
Главная » CADmaster №4(14) 2002 » Машиностроение Математическое моделирование и литейные технологии
В различных областях науки и техники широко используется метод математического моделирования. Этот метод включает в себя разработку физических и математических моделей, численных методов и программного обеспечения, проведение численного эксперимента с привлечением средств вычислительной техники (его результаты анализируются и используются в практических целях). В технике и технологии преимущества метода математического моделирования очевидны: оптимизация проектирования, сокращение затрат на отработку, повышение качества продукции, уменьшение эксплуатационных расходов
Применение математического моделирования в литейной промышленности привело к появлению большого числа программных пакетов, с помощью которых более или менее успешно решаются задачи, с которыми литейщики сталкиваются в повседневной практике.
В основе математической модели литейных процессов лежат уравнения тепломассопереноса: уравнения теплопроводности, Навье-Стокса, диффузии, кинетические уравнения фазовых превращений
Программы для моделирования литейных процессов, распространенные в настоящее время, в основном различаются степенью полноты учитываемых при моделировании факторов. Второе различие связано с методами получения и решения разностных уравнений: уравнения тепломассопереноса могут быть записаны в дифференциальном или интегральном виде.
Метод конечных разностей (МКР) базируется на уравнениях в дифференциальной форме, при этом дифференциальные операторы заменяются конечно-разностными соотношениями различной степени точности. Как правило, они строятся на ортогональных сетках (прямоугольной, цилиндрической
Метод конечных элементов (МКЭ) и метод конечного объема (МКО) базируются на уравнениях тепломассопереноса в интегральном виде. Область, в которой решаются уравнения, разбивается на элементы, внутри которых строятся аппроксиманты функций на основе системы базисных функций, определенных на элементе. «Проектируя» интегральные уравнения на эти базисы, получают систему разностных уравнений. Эта система значительно сложнее принятой в МКР, ее решение требует больших ресурсов памяти и немалого времени. Преимущество МКЭ — хорошая аппроксимация границы, недостатки — необходимость добротного генератора конечных элементов, сложность уравнений, невозможность факторизации.
Модификации МКО пытаются соединить в себе простоту и факторизацию МКР и хорошую аппроксимацию границ между различными материалами и различными фазами…
Практика показывает, что оптимальный подход состоит не в выборе какого-то одного метода решения, а в использовании комбинации различных методов — это позволяет получить выигрыш в скорости, точности и адекватности получаемых результатов экспериментальным данным.
В программном комплексе LVMFlow реализована физико-математическая модель, включающая в себя:
- уравнения теплопроводности в неоднородной среде, состоящей из расплава и формообразующих материалов, теплофизические свойства которых зависят от температуры. Свойства многокомпонентного расплава задаются уравнением состояния, соответствующим эффективной бинарной диаграмме состояния (в дальнейшем планируется переход на описание в рамках трехкомпонентной системы). Кроме того, учитываются внешние воздействия: горение экзотермических материалов, работа каналов нагрева-охлаждения, теплоэлектронагревателей, циклические технологии;
- уравнения Навье-Стокса для ламинарного течения несжимаемой жидкости. Уравнения решаются на кубической сетке методом конечного объема (МКО). Для расчета движения свободной поверхности расплава в процессе заполнения формы используется модифицированный метод VOF (volume of fluid);
- термогравитационную модель дефектов усадочного происхождения, связанную с анализом поведения локализованных жидких областей.
Выбранные методы позволяют реализовать высокоскоростные вычислительные алгоритмы, для них характерна хорошая корреляция результатов с экспериментальными данными.
Программный комплекс LVMFlow может быть использован для моделирования таких способов литья, как литье по выплавляемым моделям, литье в землю, в кокиль, в изложницу, литье под давлением. Из дополнительных элементов оснастки, применяемых в литейной технологии, в LVMFlow рассматриваются теплоэлектронагреватели, каналы с теплоносителями, фильтры, противопригарные покрытия. Также предусмотрено моделирование многократного использования формы.
В сотрудничестве со шведской фирмой NOVACAST AB система доведена до уровня требований мирового рынка. Достоверные результаты моделирования, их наглядное представление, широкие возможности, удобный интерфейс и разумная цена обеспечили коммерческий успех системы за рубежом (с 1993 года произведено более 100 инсталляций в США, Канаде, Бразилии, Швеции, Норвегии, Австралии, Турции). На зарубежном рынке LVMFlow распространяется под торговыми марками NovaSolid и NovaFlow.
Интерфейс пользователя
LVMFlow удобен и достаточно прост в эксплуатации. Его интерфейс полностью соответствует стандартам Windows. Терминология меню и диалогов привычна и понятна специалисту, работающему в литейном производстве, а при возникновении затруднений всегда можно воспользоваться справочной системой.
Система построена по модульному принципу:
| Наименование модуля | Назначение модуля |
|---|---|
| Банк материалов | Формирование и корректировка базы данных по материалам. |
|
3-D import (3D-импорт) |
Преобразование файлов форматов DXF, STL, ASCII во внутренний формат LVMFlow, масштабирование геометрического образа отливки. |
|
Initial settings (Препроцессор) |
Создание разностной сетки, задание начальных и граничных условий, определение материалов отливки и формы, литниковых и питающих точек, задание датчиков, формирование оболочек |
|
QuickFlow (Течение быстро) |
Моделирование заполнения формы расплавом без учета процессов теплопередачи. |
|
Flow (Течение) |
Моделирование заполнения формы расплавом с учетом процессов теплопередачи. |
|
Solid (Кристаллизация) |
Предполагается мгновенное заполнение формы металлом, а затвердевание моделируется в соответствии с неравновесной теорией кристаллизации многокомпонентного сплава. |
|
Flow&Solid (Полная задача) |
Последовательный запуск модулей Solid и Flow. |
|
Browse (Банк паспортов) |
Просмотр результатов моделирования в разных видах, в том числе создание анимационных файлов. |
|
Системные установки (Настройки) |
Установки по умолчанию. |
|
Termal calibration (Тест) |
Позволяет провести корректировку некоторых параметров на основе сравнения данных, полученных в ходе простейших экспериментов (натурных и численных). |
Модуль 3D-импорт
Для связи с системами геометрического моделирования (Autodesk Inventor, SOLIDWORKS, Solid Edge, Pro/Engineer, CADDS5
Банк материалов
LVMFlow предназначен для моделирования процессов формирования отливок в реальных цеховых условиях. Промышленные сплавы в подавляющем большинстве являются многокомпонентными системами. Для моделирования кристаллизации сплава необходима его фазовая диаграмма. В настоящий момент достаточно изученными являются фазовые диаграммы двухкомпонентных систем. В связи с этим в модуле Банк материалов производится приближенный расчет положения фазовых равновесий многокомпонентного сплава методом деформации двухкомпонентной диаграммы состояния. Данные по сплавам в базе данных разбиты на классы: углеродистые стали, легированные стали, чугуны, бронзы, силумины
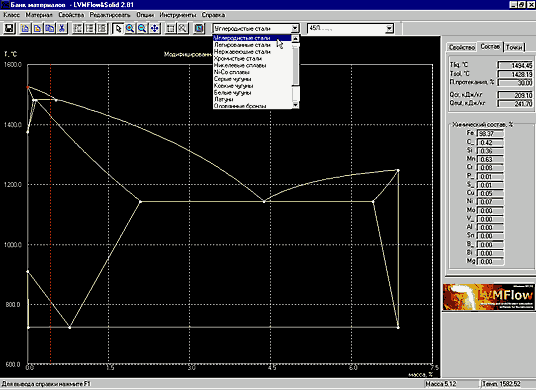
Класс характеризуется бинарной (базовой) равновесной диаграммой состояния, параметрами, определяющими деформацию диаграммы при добавлении к двойной системе других элементов, и кинетическими коэффициентами фазовых превращений. Для конкретного сплава, принадлежащего определенному классу, введены химический состав, теплоты фазовых переходов и порог протекания. Химический состав сплава, теплоты фазовых переходов и характеристики класса позволяют определить интервал и кинетику кристаллизации данного сплава.
Кроме классов литейных сплавов, в базу данных включен класс материалов форм, куда занесены наиболее часто применяемые формовочные материалы, огнеупоры, изоляционные материалы и металлы.
Моделируемые процессы протекают в широком температурном интервале, на котором значения теплофизических свойств материалов могут меняться в несколько раз. Поэтому как для материалов форм так и для сплавов введены температурные зависимости теплопроводности, теплоемкости, плотности.
Если база данных не содержит нужных пользователю сплавов и материалов форм, она может быть им пополнена. Ввод и корректировка данных осуществляются в простом диалоге и сопровождаются графическим отображением вводимых значений.
Препроцессор
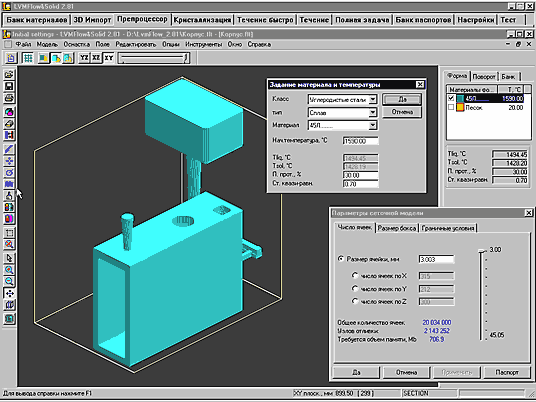
Модуль Препроцессор предназначен для задания начальных и граничных условий. Он позволяет:
- Создать разностную сетку в расчетной области, на которой будут решаться уравнения тепломассопереноса. В LVMFlow элементарной ячейкой разностной сетки является куб, поэтому для автоматической генерации сетки достаточно ввести один параметр — размер ячейки (шаг сетки) либо задать общее количество узлов сетки. Чем меньше шаг сетки, тем точнее решение, получаемое в процессе счета.
- Задать на границах расчетной области условия теплообмена. Задание граничных условий на границе расчетной области осуществляется выбором одного из четырех вариантов:
-
- на границе расчетной области поддерживается заданная температура;
- граница расчетной области является плоскостью симметрии;
- за пределами границы расчетной области располагается бесконечная форма;
- граница расчетной области является границей «форма-воздух».
- Сформировать параметры заливки. В LVMFlow предусмотрена возможность моделирования двух видов заливки: гравитационного литья и литья под давлением. Задание места питания металлом (литниковой точки) производится на границе расчетной области в точке, принадлежащей отливке или литниково-питающей системе. Для гравитационного литья задаются напор (высота столба жидкости над сечением, в котором установлена литниковая точка) и коэффициент, характеризующий уменьшение потока расплава, вызванное трением жидкости о стенки заливочного устройства. Для литья под давлением задается либо скорость входного потока, либо массовый расход расплава: при задании одного из параметров второй рассчитывается автоматически. Изменение скорости входного потока во времени можно изначально задать формированием таблицы «время-скорость» или организацией системы сенсоров. Установленные в отливку сенсоры работают следующим образом: когда фронт расплава проходит через сенсор, происходит смена скорости входного потока.
- Ввести параметры дополнительных технологических приемов. На границе «металл-форма» можно ввести параметры, характеризующие противопригарное покрытие, а также параметры, учитывающие образование воздушных зазоров между металлом и формой в процессе затвердевания отливки.
- Установить датчики. Для более детального анализа пользователь может установить датчики в любом месте расчетной области (в отливке или оснастке). Показания датчиков выводятся в виде графиков временной зависимости выводимой функции (температуры, скорости изменения температуры, доли жидкой фазы, скорости течения расплава, входного потока расплава).
Из дополнительных приемов, применяемых в литейной технологии, в LVMFlow реализовано моделирование теплоэлектронагревателей, каналов с теплоносителями (газ, жидкость, плазма) и фильтров. В процессе моделирования пользователь может в произвольные моменты времени менять мощность тепловыделения ТЭНов. Каналы с теплоносителями могут использоваться как нагреватели и как холодильники.
Моделирование заливки и кристаллизации
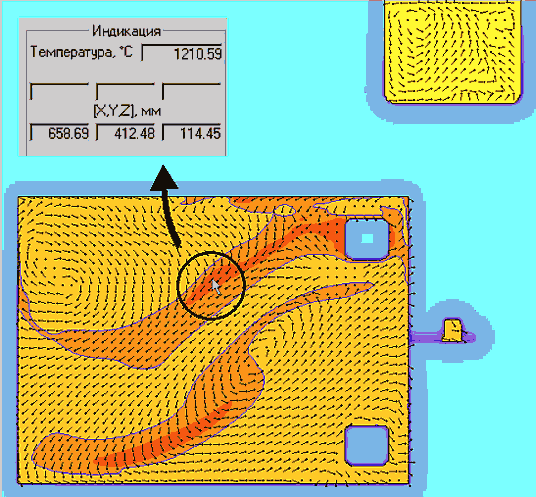
При моделировании заливки и охлаждения литейщик может наблюдать за ходом процесса.
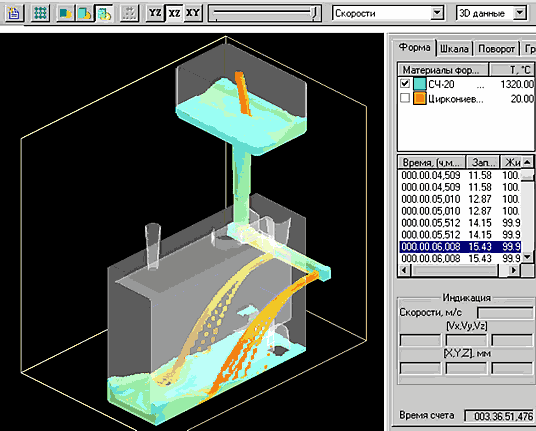
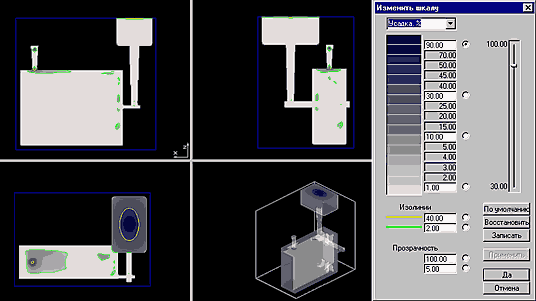
Вывод образа отливки (так же, как и полей функций, характеризующих ее состояние) производится в виде изометрического изображения (3D) и в произвольном плоском сечении (2D) — в цветовой гамме, соответствующей установленной шкале. Возможности просмотра расширены функциями вращения и масштабирования. Для получения более детальной информации можно считать числовое значение поля (температуры, доли жидкой фазы, скорости, пористости и некоторых других параметров) в произвольной точке расчетной области.
Результаты моделирования можно автоматически сохранять для дальнейшего просмотра и создания архива технологических решений. На отливку заводится «паспорт», куда записываются все параметры каждого варианта моделирования. Результаты расчета функций можно сохранять в 2D- и 3D-виде.
В модуле Банк паспортов предусмотрена возможность создания и просмотра результатов с помощью анимации. Это позволяет, к примеру, просмотреть процесс заполнения отливки в режиме реального времени. В дальнейшем паспорт может использоваться модулем Препроцессор как прототип для нового варианта модели заполнения и затвердевания.
Заключение
Система трехмерного моделирования LVMFlow, построенная на основательном фундаменте современных представлений о литейных процессах, является незаменимым инструментом технолога-литейщика, позволяющим без натурных экспериментов (а значит без дополнительных затрат) провести оптимизацию литниковой и других систем и, следовательно, избежать многих литейных дефектов.
Валентин Кропотин,
Андрей Обухов ЗАО НПО «МКМ» (г. Ижевск)
Тел./факс: (3412) 75−5657
E-mail: mkm@uni.udm.ru
Internet: http://mkm.uni.udm.ru
Скачать статью в формате PDF — 1.37 Мбайт |


