Главная » CADmaster №2(12) 2002 » Машиностроение Автоматизированное проектирование раскроя листового материала для гильотинных ножниц на Техтране
И плач гильотинных ножей…
Настало время, когда для предприятий, использующих гильотинные ножницы, внедрение современных информационных технологий стало по-настоящему актуальным. Автоматизированное проектирование раскроя листового материала сокращает сроки подготовки управляющих программ и карт раскроя, ощутимо (благодаря оптимальному размещению деталей на листе) снижает расход материала, влияет на себестоимость и качество выпускаемой продукции.
Эффективно решить эту задачу позволяет программа Техтран Раскрой листового материала. Один из ее режимов — Прямоугольный Раскрой — предназначен для проектирования управляющих программ и карт раскроя листового материала на гильотинных ножницах. Подходы, реализованные в программе, суммируют опыт работы предприятий, эксплуатирующих такие ножницы.
Порядок работы с программой
Итак, детали прямоугольной формы необходимо оперативно и наилучшим образом разместить на листах, после чего спроектировать сквозные резы.
Техтран организует взаимодействие различных объектов, задействованных в процессе раскроя листового материала:
- Из деталей, которые необходимо изготовить, формируется задание на раскрой.
- В задание отбираются листы — это основа для создания раскроев. Можно выбрать типовой лист со склада или неучтенный лист.
- Когда задание на раскрой сформировано, производится размещение деталей на листах -автоматически или вручную. При этом отслеживается количество неразмещенных деталей и проверяется возможность изготовления детали на выбранном листе. Детали располагаются так, чтобы могли быть сформированы сквозные резы.
- После размещения деталей программируется раскрой листа. Существует возможность как ручного, так и автоматического назначения резов.
- Из неиспользованной части листа могут быть сформированы и помещены в базу данных листы делового отхода.
- На завершающем этапе выводятся выходные документы: карты раскроя и спецификации, а для оборудования, имеющего устройство ЧПУ, — управляющие программы.
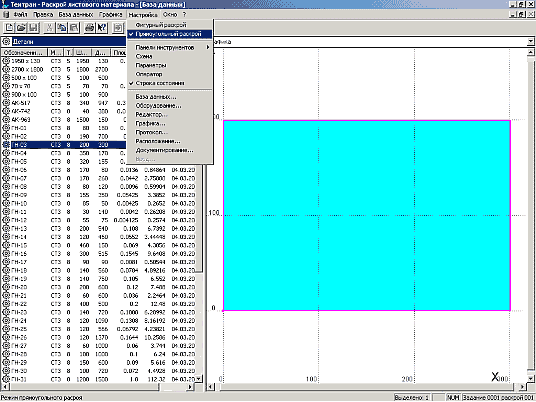
База данных
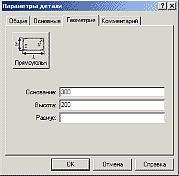
База данных управляет как работой системы в целом, так и различными данными. Сюда заносятся детали, которые могут быть построены средствами Техтрана или импортированы из других систем. Для упрощенного ввода деталей прямоугольной формы предусмотрено специальное диалоговое окно.
Для управления деталями и другими объектами базы данных Техтран предлагает единый механизм, использующий две панели. Такой подход позволяет работать с объектами базы (создавать, удалять, редактировать и просматривать параметры) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов).
База данных не привязана к конкретной СУБД: выбор зависит от потребностей пользователя. Более того, к записям могут быть добавлены новые поля.
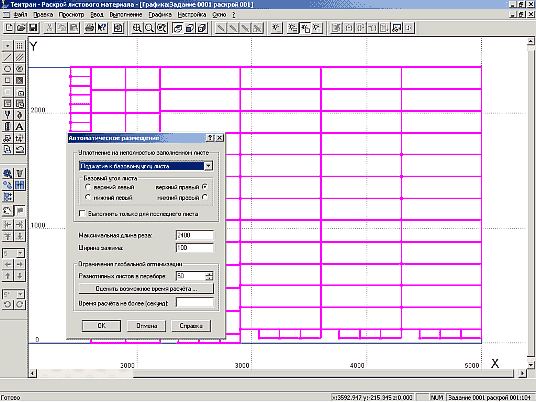
Автоматическое и ручное размещение деталей
В режиме автоматического размещения все детали задания оптимальным образом укладываются на все листы. При этом выдерживаются заданные расстояния до края листа и между деталями. Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Программа позволяет также автоматически разместить отобранные детали на указанном листе.
В ручном режиме деталь выбирается из списка неразмещенных деталей задания на раскрой, укладывается на лист, а затем перемещается на свободное место средствами графического редактора.
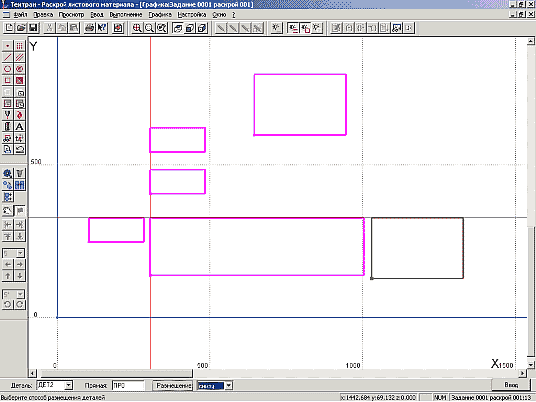
При перемещении деталей контролируются выход за пределы листа и заданное междетальное расстояние. Возможно перемещение до упора (то есть до границы листа или до ближайшей детали в заданном направлении), выравнивание сторон вдоль выбранной прямой, поворот деталей на заданный угол. Реализован режим копирования деталей. Возможен также точный контроль взаимного расположения объектов.
Программирование обработки
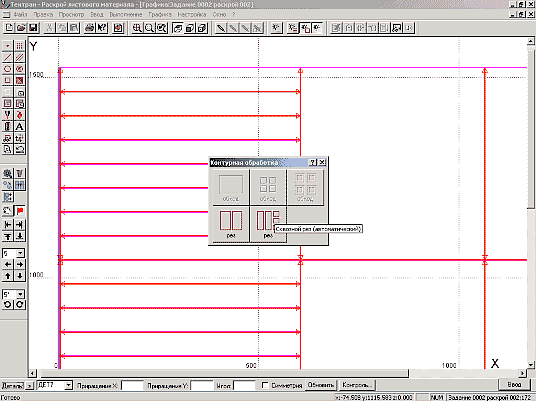
После того как детали размещены, программируется обработка. Последовательность резов назначается автоматически или вручную: в автоматическом режиме резы формирует сама программа, в ручном система предлагает сквозные резы, а их последовательность должен указать пользователь.
Документирование
Основным выходным документом при работе в Прямоугольном Раскрое, как правило, является карта раскроя листа. Карта раскроя представляет собой изображение листа с размещенными на нем деталями, сквозными резами и текстовой информацией. Для каждой детали могут быть указаны ее обозначение, габариты, а также номер, соответствующий месту детали в спецификации. Штамп содержит характеристики листа и реквизиты разработчика.
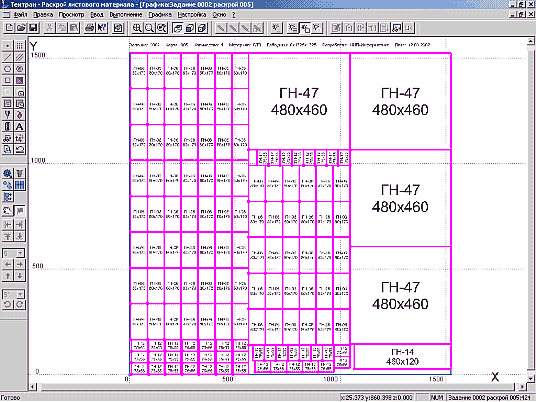
Спецификация карты раскроя листа включает перечень размещенных на листе деталей с указанием их обозначения, количества, габаритов и массы. Здесь же указывается норма расхода материала.
Перечень входящих в задание деталей, ведомость расхода листов, перечень размещенных и неразмещенных деталей приводятся в спецификации задания на раскрой.
Другие области применения Прямоугольного Раскроя
Мы рассказали о применении программы Техтран Раскрой листового материала в машиностроении. Но программные и технологические приемы, заложенные в Прямоугольном Раскрое, будут столь же эффективны и в других отраслях — например, при нарезке стекла, распиловке фанерных листов…
НИП-Информатика (Санкт-Петербург)
Тел.: (812) 375−7671, 118−6211
E-mail: tehtran@nipinfor.spb.su
Internet: http://www.nipinfor.spb.ru
Скачать статью в формате PDF — 532.9 Кбайт |


