
Главная » CADmaster №2(12) 2002 » Машиностроение Понтоны для подъема АПЛ «Курск»
Когда весной 2001 года мы готовили статью в журнал CADmaster, мы и не предполагали, что очень скоро системе автоматизированного проектирования ПКБ «Севмаш», построенной на базе AutoCAD, придется держать жесткий экзамен на зрелость.
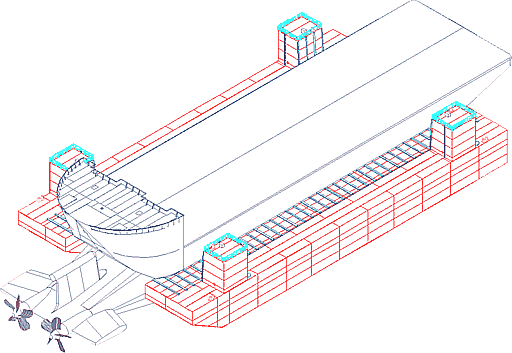
Интересное совпадение: номер журнала с нашей статьей «Опыт использования AutoCAD на Севмаше» был подписан в печать 25 мая 2001 года. И в этот же день на совещании в ПКБ «Севмаш» было сообщено, что наш завод заключает контракт с компанией Mammoet на строительство понтонов для подъема АПЛ «Курск» (контракт был подписан 30 мая). Размеры понтонов — 100×15×9 м. Сроки сжатые: 14 сентября понтоны должны быть в Росляково (впоследствии о сроках и темпах строительства подробно сообщала пресса, отслеживавшая весь процесс — от начала выполнения работ до доставки понтонов).
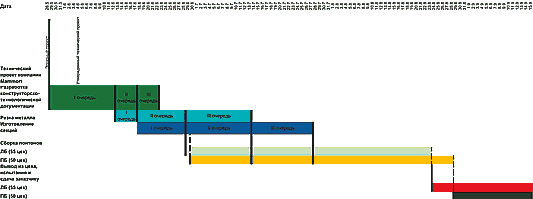
Компания Mammoet представила технический проект в системе AutoCAD. Разработку рабочего проекта по правилам Российского Морского Регистра Судоходства поручили «Севмашу». Из укрупненного графика постройки видно, насколько сложную задачу предстояло решить предприятию, чтобы изготовить понтоны в установленные сроки. Эти сроки обеспечивали подъем АПЛ «Курск» в 2001 году…
Производство поставило перед конструкторской и технологической службами условие: «Окончательным сроком разработки РКД по основным конструкциям корпуса должно быть 15 июня».
Задача усложнялась тем, что ряд опытных конструкторов — пользователей системы «Бриз» по различным причинам отсутствовал и часть работ в нашей системе и в AutoCAD предстояло выполнять менее подготовленным специалистам.
Перед отделом САПР ПКБ «Севмаш» была поставлена задача построить организацию работ по выпуску РКД так, чтобы максимально сократить время выпуска КД и плазово-технологической подготовки производства.
В понедельник 28 мая специалистами ПКБ «Севмаш» совместно с технологами корпусообрабатывающего цеха (КОЦ) и ПЛАЗом был подготовлен, а главным инженером утвержден протокол технического совещания, посвященного организации совместной работы по плазово-технологической подготовке производства, изготовления и контроля геометрии деталей корпусных конструкций понтонов для компании Mammoet.
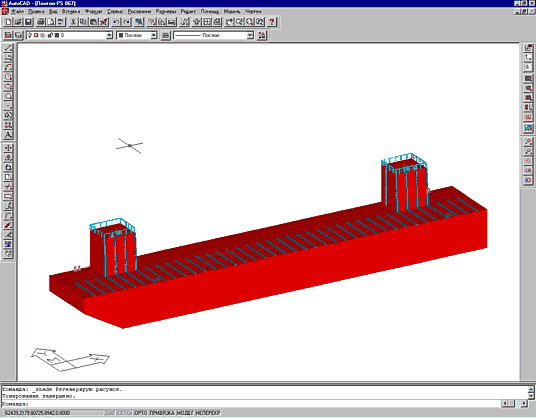
За основу для выполнения работ был взят уже апробированный опыт конструкторско-технологической подготовки производства МЛСП «Приразломная», включавший:
- разработку модели конструкций понтона с технологическим деревом сборки и обеспечением 100%-ной унификации деталей, с наличием сварочных узлов и сборочных припусков;
- разработку на основании трехмерной модели эскизов унифицированных деталей и файлов геометрии;
- формирование в модели схемы технологических припусков;
- формирование на основании трехмерной модели рабочих чертежей и спецификаций;
- организацию цехом изготовления деталей по картам раскроя без включения эскизов деталей в технологические процессы.
Опыт работы на МЛСП «Приразломная» требовал последовательной организации:
- трехмерная модель;
- дерево сборки;
- обеспечение 100%-ной унификации;
- наложение на модель схемы технологических припусков;
- формирование на основании трехмерной модели чертежа и спецификации;
- формирование эскизов унифицированных деталей.
Сроки общей конструкторско-технологической подготовки требовали параллелизации процесса разработки конструктивной трехмерной модели понтона и разработки корпусных чертежей верфи, что в свою очередь потребовало выпуска соответствующих рабочих процедур, которые включали в себя пооперационные сроки выполнения работ.
Приводим эти процедуры в некотором сокращении:
МОДЕЛЬ
- Разработка геометрии —
срок 31.05.2001 г. - Простановка атрибутов (марка мат., тип, код унификации
и т.д.) —срок 31.05.2001 г. - Формирование технологического дерева сборки с обозначением позиций чертежа — срок 2.06.2001 г.
- Формирование дерева сварки — срок 4.06.2001 г.
- Представление схемы припусков — срок 3.06.2001 г.
- Формирование дерева припусков — срок 6.06.2001 г. для чертежей днища
и 10.06.2001 г. для остальных чертежей.
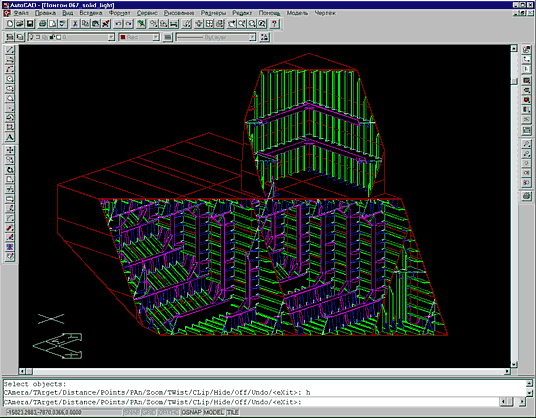
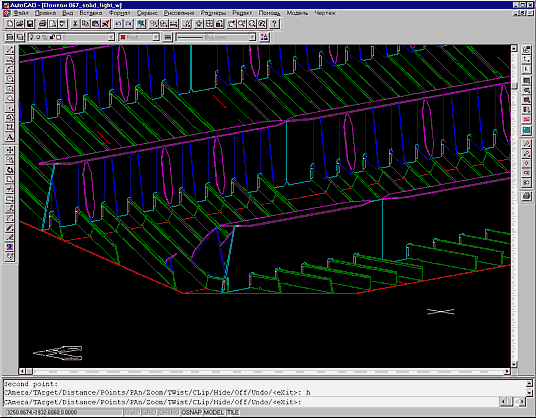
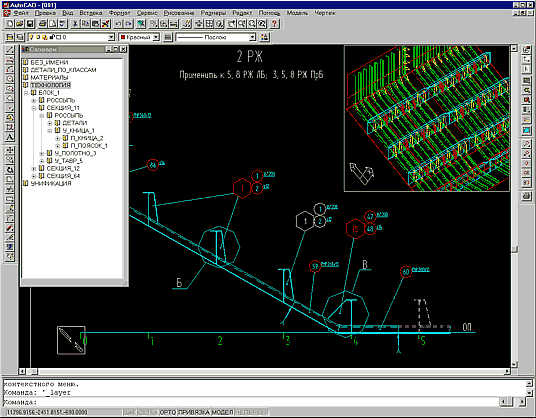
Разработка модели выполнялась в системе «Бриз» на базе AutoCAD в правилах, оговоренных инструкцией к системе.
ЧЕРТЕЖИ
Ввиду отступления от классической схемы разработки РКД в системе «Бриз», в целях получения строгого соответствия позиций модели, чертежа и спецификации потребовалась следующая организация выпуска чертежей верфи:
- Должен быть составлен список номеров чертежей верфи для обеспечения формирования таблицы технологических комплектов. (Цель формирования таблицы технологических комплектов — автоматизация формирования технологической информации при автоматизированном выпуске спецификации чертежа в системе «Бриз».) Срок —
30.05.2001 г. - Чертежи должны разрабатываться в системе AutoCAD. При этом:
- при разработке чертежа номера позиций не проставлять;
- по готовности «болванки» чертежа чертеж программно связывать с конструктивной моделью и деревом сборки с целью автоматизированной простановки позиций чертежа с модели и автоматизированного формирования спецификации чертежа с кодами унификации;
- для простановки в спецификации технологических комплектов файл СП согласно инструкции к системе «передавать» технологам;
- на основании отехноложенной спецификации чертежа сформировать транспортный массив, который передавать в общезаводскую базу спецификаций для последующего автоматизированного выпуска технологических и организационных документов.
Сроки разработки чертежей и спецификаций:
Времени на тщательную проработку не хватало. Специалисты корпусного отдела начали строить трехмерную модель в системе «Бриз», еще не имея полных данных технического проекта. Только 4 июня узнали, что понтоны не близнецы-братья, а зеркальные копии друг друга. Зеркальность не вызвала в ПКБ каких-либо осложнений, так как в системе модель «зеркалилась» одной командой. Эта функция системы AutoCAD не раз с успехом использовалась для выполнения проектных работ по кессону МЛСП «Приразломная». Сложности возникли 6 июня. ПКБ приступило к разработке РКД на основании поступивших еще до заключения контракта чертежей эскизного проекта, и когда 4 июня поступил утвержденный технический проект, появились серьезные проблемы в части своевременного выпуска документации. Последствия могли быть тяжелыми: в столь сжатых сроках конструкторско-технологической подготовки и строительства мог сработать принцип «домино» — срыв сроков одной службой вел бы к срыву сроков другой…
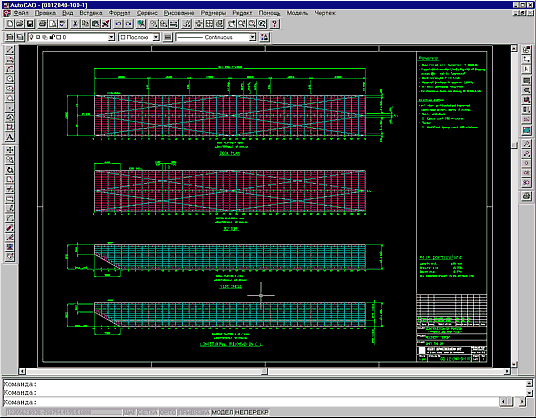
В чем была проблема? К 5 июня у нас уже была сформирована трехмерная модель понтона, подготовлен один чертеж днища, должна была начаться разработка эскизов унифицированных деталей и файлов геометрии.
Комментарии:
Информация о контракте между ГУП «ПО Севмаш» и компанией Mammoet, предусматривающем постройку на «Севмашпредприятии» в трехмесячный срок двух понтонов с соответствующей балластной системой для подъема АПЛ «Курск», специалистами-судостроителями была воспринята спокойно: производственный потенциал «Севмаша» в принципе позволяет решить эту задачу.
Но вместо рабочих чертежей и программ для резки (или электронной модели, содержащей всю необходимую информацию) компания Mammoet предоставила технический проект в AutoCAD. Кроме того, уже в процессе технологической подготовки производства была изменена конструкция понтонов.
Поэтому надо отдать должное специалистам инженерных служб ПО «Севмаш», сумевшим за две недели создать полное электронное описание модели понтонов для проектирования, технологической подготовки производства и постройки. А также выпустить на ее основе рабочие чертежи, спецификации, карты раскроя и другую организационно-техническую документацию.
Это еще раз подтвердило высокую эффективность и гибкость разработанных на базе AutoCAD специализированных приложений, ориентированных на оптимизацию и сокращение сроков конструкторско-технологической подготовки производства.
Голованов В.С., начальник отдела плазово-технологической подготовки ФГУП «Адмиралтейские верфи»
Рябенький Л.М., к.т.н., научный консультант компании Consistent Software, в 1960–2000 гг. — специалист ФГУП «Адмиралтейские верфи»
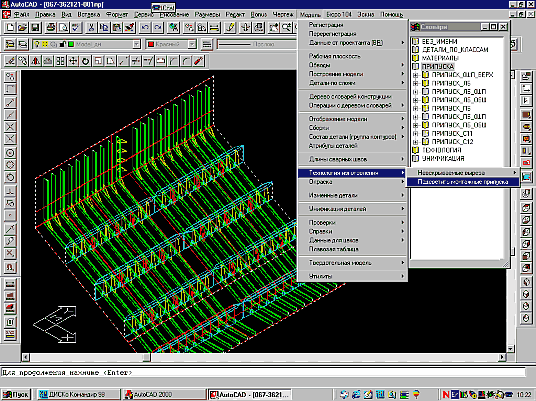
Но утвержденный технический проект требовал серьезных изменений трехмерной модели. Необходимо было внести в сформированную модель около 4,5 тонн узлов (кница с пояском) и изменить расположение набора на поперечных переборках. Последовательное построение модели регулярной конструкции с одновременным формированием дерева сборки и унификацией деталей выполняется в системе «Бриз»" полуавтоматически. Построил одно сечение, показал место установки аналогичных сечений, задал команду — получил в модели всё. Ситуация требовала в уже сформированную модель добавить в одном случае узлы, а в другом сформировать узел при наличии кницы. К сожалению, в нашей системе отсутствовала возможность автоматизированной комплексной корректировки модели и дерева сборки. Ручное добавление деталей в модель потребовало бы столько же времени, сколько формирование модели заново: при таком варианте терялась целая неделя. Необходимо было за сутки разработать в системе «Бриз» процедуру, позволяющую добавить недостающие детали и узлы в автоматизированном режиме. Всё 6 июня ушло на поиск алгоритма и разработку программы. К 22 часам появились первые проблески ее работы, однако комплексного решения не получалось. Окончательную отладку необходимо было переносить на 7 июня. Решение пришло ночью. К 11 часам утра был полностью оформлен первый чертеж, автоматически сформирована его спецификация, передана в бюро автоматизации плазовой подготовки его трехмерная модель, специфицированная информация поступила для автоматизированного формирования и выпуска технологической документации.
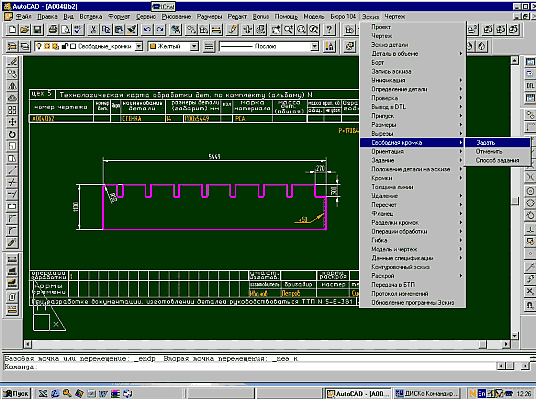
Следующим этапом была разработка эскизов унифицированных деталей и файлов геометрии с учетом припусков и зазоров под сварку.
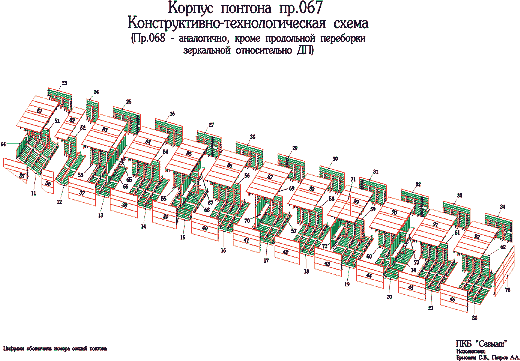
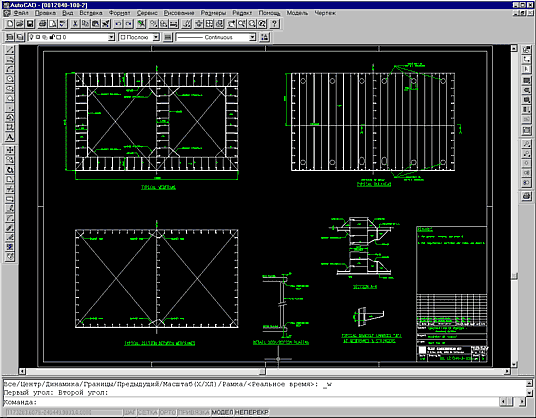
Информация по составу чертежей верфи понтона проекта 067:
- Количество чертежей верфи по проекту 067 — 23.
- Общее количество номеров деталей по всем чертежам проекта — 1800.
- Общее количество деталей по всем чертежам проекта — 15300.
При выборе метода организации плазово-технологической подготовки производства на понтонах учитывалась значительная повторяемость конструкции понтона, позволяющая обеспечить 100%-ную унификацию деталей, зеркальность конструкций понтонов проектов 067 и 068. Чтобы максимально ускорить выпуск управляющих программ на вырезку деталей было принято решение получить полную геометрию деталей (с технологическими припусками и сварочными зазорами) из модели конструкции. Для этого потребовалось в кратчайшие сроки, непосредственно в период выпуска чертежей:
- доработать программное обеспечение формирования эскизов унифицированных деталей и полной геометрии с использованием модели конструкции и дерева припусков;
- разработать сетевой вариант формирования и ведения альбома унифицированных эскизов;
- создать программное обеспечение по выпуску документации для сборочного производства:
-
- профильных деталей;
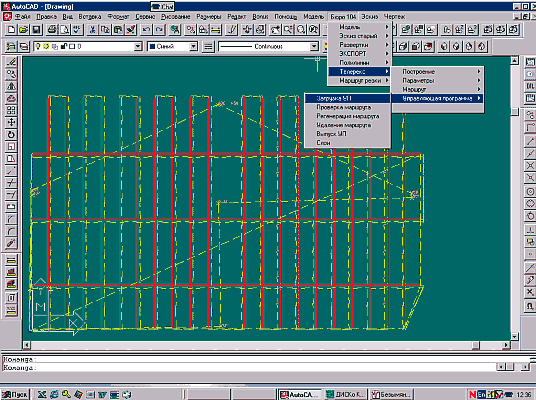
- управляющих программ для нанесения линий набора на станке «TELEREX».
Работа осуществлялась в условиях жесткого лимита времени при сверхурочной работе без выходных. Подразделения ПКБ (корпусной отдел 2 и отдел САПР), цеха (БТП и ПЛАЗ) работали в непосредственном контакте друг с другом, законченная работа передавалась из рук в руки без межэтапных задержек.
Этапы плазово-технологической подготовки производства:
ПКБ «Севмаш»:
- назначение в конструктивные модели чертежей информации по сборочным припускам (формирование «дерева припуско»);
- формирование информации для автоматизированного выпуска технологической документации;
- выпуск унифицированных эскизов с включенными сборочными припусками;
- формирование файлов с полной геометрией деталей в формате АС «ПК-ПЛАЗ-ПК» для раскроя и выпуска управляющих программ на резку;
- выпуск эскизов на профильные детали для ручной разметки в цехах;
- выпуск документации для КСП (контуровочные эскизы, управляющие программы для станка «TELEREX»).
БТП КОЦ:
- технологическая разработка эскизов по чертежу (назначение разделок кромок под сварку, технологических припусков);
- подготовка информации на раскрой (автоматизированное формирование перечней деталей по альбомам и группам раскроя);
- автоматизированный выпуск технологической документации после раскроя.
ПЛАЗ:
- раскрой деталей, выпуск карт раскроя;
- выпуск управляющих программ.
ПКБ выполнило следующие работы по разработке плазовой документации для производства понтонов:
- Назначены технологические припуски в модели по четырнадцати чертежам основных конструкций понтона: разработано дерево припусков, назначены параметры сборочного припуска (положение, величина, ориентация в объеме конструкции).
- Сформировано с использованием моделей конструкции:
- 376 эскизов унифицированных деталей и файлов с полной геометрией для раскроя;
- 247 эскизов профильных деталей;
- 40 управляющих программ по десяти секциям на станок «TELEREX» для разметки набора с учетом сварочных деформаций;
- 8 контуровочных эскизов по заявкам КСП;
- данные для шаблонов по заявкам КСП и цеха 50.
Это позволило:
Чертежи днищевых секций (1-я очередь), выпущенные во 2-м отделе 7 июня, чертежи основных конструкций (2-я очередь), выпущенные 9 июня, обработать 9 и 13 июня соответственно.
ПЛАЗ раскроил и выпустил управляющие программы на альбомы днищевых секций 10 июня (через три дня после выпуска чертежей). Всего ПЛАЗом было выпущено 303 управляющих программы.
КОЦ начал резать металл 13 июня (сразу после поступления металла — «с колес»). Изготовление всех деталей понтонов проектов 067 и 068 было закончено в цехе 13 июля.
Ниже приводится таблица плановых сроков по протоколу на выпуск документации и фактических сроков ее выполнения.
| № пп. | Наименование работ | Срок по протоколу | Фактический срок |
|---|---|---|---|
| 1. | Начало выполнения работ | 28.05.2001 г. | |
| 2. |
Срок разработки модели
|
5.06.2001 г |
7.06.2001 г. 7.06.2001 г. |
| 3. | Сроки разработки чертежей днища | 10.06.2001 г. | 7.06.2001 г. |
| 4. | Сроки разработки остальных чертежей (переборки, борт и палуба) | 15.06.2001 г. | 9.06.2001 г. |
| 5. | Разработка эскизов унифицированных деталей в объеме чертежей днища | 10.06.2001 г. | 9.06.2001 г. |
| 6. | Разработка эскизов унифицированных деталей остальных конструкций (переборки, борт и палуба) | 15.06.2001 г. | 13.06.2001 г. |
| 7. | Выпуск управляющих программ на альбомы днищевых секций | 20.06.2001 г. | 13.06.2001 г. |
| 8. | Начало резки металла | 13.06.2001 г. |
Все это предопределило успешную работу по изготовлению конструкций понтонов в сборочных цехах и в определенной мере помогло обеспечить контрактный срок сдачи понтонов.
При разработке РКД трубопроводной системы понтонов использовался модуль системы «Бриз». Проектные работы выполнялись так, как они описаны в статье, опубликованной в журнале CADmaster
Основной вывод: использование открытой, недорогой системы AutoCAD при правильном подходе к организации работ и хорошем знании ее возможностей позволяет решать сложные вопросы трехмерного моделирования, оперативно дорабатывать и развивать ее функции.

Конструкторы 1−2 категории, знатоки AutoCAD Сергей Викторович Ермошин и Алексей Борисович Копылов. Им было поручено создать конструктивную трехмерную модель понтонов.
Ведущий программист, руководитель группы САПР Александр Алексеевич Петров, обеспечивший срочную доработку программы формирования трехмерной модели.
Начальник бюро автоматизации плазовых работ Анатолий Владимирович Кобелев, доработавший ПО автоматизированного формирования деталей корпуса на основании конструктивной трехмерной модели.
Программист 1-й категории Вера Васильевна Медведева, обеспечившая работу ПО технологической подготовки производственного цикла корпусообрабатывающего цеха.
Руководитель группы бюро автоматизации плазовых работ Владимир Павлович Мокеев, отвечавший за решение срочных вопросов по всей цепочке CAD/CAM/CAE-задач.

- ПЛАЗ — участок корпусообрабатывающего цеха на судостроительном предприятии, где производится разбивка корпуса теоретического чертежа судна, графическое построение отдельных частей его корпуса. На ПЛАЗе определяют форму и размеры деталей корпуса, получают данные для изготовления сборочных постелей и выполнения гибочных и проверочных работ. ↑
начальник отдела плазово-технологической подготовки
ФГУП «Адмиралтейские верфи»
Л. М. Рябенький,
к.т.н., научный консультант компании Consistent Software,
в 1960–2000 гг. -специалист ФГУП «Адмиралтейские верфи»
Скачать статью в формате PDF — 1.40 Мбайт |


