
Главная » CADmaster №4(9) 2001 » Машиностроение Техтран Раскрой листового материала 2
Год спустя
Прошел год с момента появления в семействе Техтран программы Раскрой листового материала (о ней рассказывалось в CADmaster
Контроль перемещения деталей
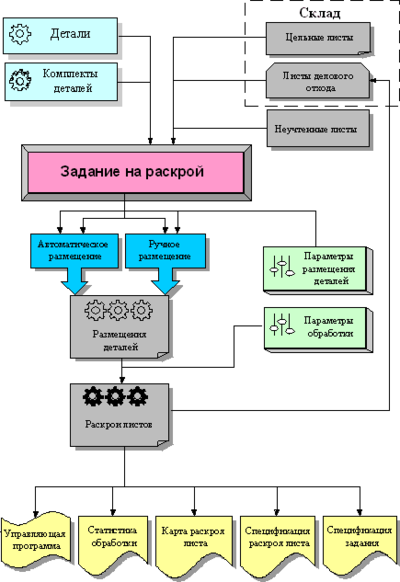
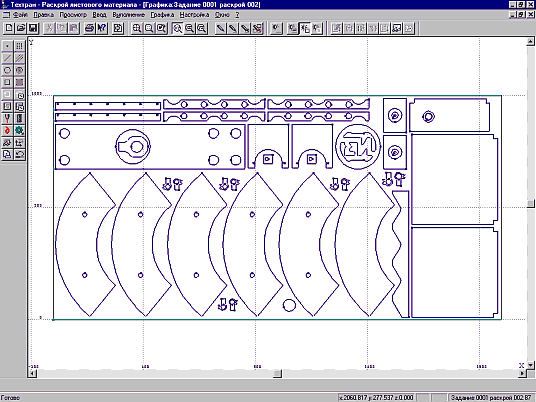
Схема работы программы (рис. 1) включает несколько этапов. Самый трудоемкий и ответственный — оптимальное размещение деталей на листе. Наиболее эффективным оказывается здесь разумное сочетание режимов автоматического и ручного размещения деталей из задания на раскрой. Автоматический режим обеспечивает соблюдение всех необходимых требований по взаимному расположению деталей на листе и не предполагает участия пользователя в процессе укладки деталей (рис. 2). Быстрый результат с достаточно высоким коэффициентом использования материала делает такой режим предпочтительным во многих случаях. Ручное размещение предоставляет полную свободу в подборе местоположения деталей с учетом самых нестандартных особенностей формы, свойств материала и технологии резки. В этом режиме программа может взять на себя ряд полезных функций — к примеру, различные способы перемещения деталей с соблюдением требуемых расстояний между ними, а также между деталями и краем листа, возможность располагать детали вплотную друг к другу. Следует отметить, что все упомянутые возможности ориентированы на то, что лист и детали могут иметь произвольную форму и включать отверстия.
Строгий контроль перемещения деталей в режиме ручного размещения. Включение этой функции позволяет перемещать детали по листу на экране монитора как реальные предметы, для которых другие детали и край листа являются непреодолимыми препятствиями. Анализ выполняется непосредственно в процессе перемещения деталей — таким образом, перемещение деталей становится возможным лишь на свободной области листа. Благодаря строгому контролю, во-первых, гарантируется отсутствие наложения размещенных деталей. Во-вторых, детали могут быть прижаты одна к другой вплотную.
Предупреждающий контроль перемещения деталей в режиме ручного размещения. В отличие от строгого контроля, предупреждающий контроль не ограничивает перемещение деталей только свободной областью листа. Детали беспрепятственно перемещаются по всему экрану, однако при попадании в зону перекрытия с другими объектами происходит диагностирование недопустимого расположения: перемещаемая деталь меняет цвет. Как только деталь оказывается вне критической области, нормальная расцветка восстанавливается. Этот режим может быть полезен, когда свободные области листа достаточно изолированы друг от друга и детали удобнее перемещать сквозь препятствия.
Перемещение деталей до упора. Эта функция позволяет прижать деталь к самому краю свободной области листа. Иными словами, деталь перемещается в некотором направлении до тех пор, пока не упрется в другую деталь или край листа. Использовать такую функцию удобно при расположении ряда деталей вдоль прямолинейного участка, а также при стыковке подобных деталей с хорошо стыкующимися границами.
Копирование деталей вплотную друг к другу. При копировании деталей в этом режиме автоматически определяется расстояние, на которое деталь может быть перемещена в заданном направлении, чтобы детали расположились вплотную друг к другу. Кроме того, контролируются наложение на другие детали и выход за пределы листа. Как и в случае перемещения деталей до упора, эта возможность наиболее эффективна, когда форма деталей позволяет обеспечить достаточно плотную стыковку.
Разделка кромок под сварку
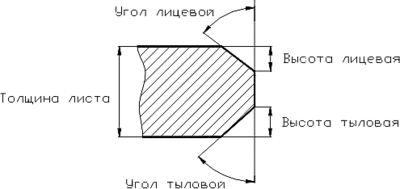
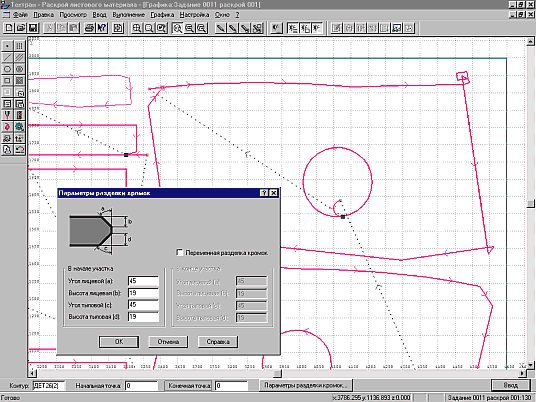
Разделка кромок под сварку может производиться на машинах термической резки, оснащенных трехрезаковыми блоками. В Техтране предусмотрена возможность обработки деталей как с постоянными, так и с переменными фасками. Форма кромки задается углом и высотой фаски в граничных точках обрабатываемого участка (рис. 3). Постоянная фаска характеризуется постоянством лицевых и тыловых углов и высот по всей длине, переменная — равномерным изменением угла и высоты по длине. При формировании траектории считается, что лицевая кромка обрабатывается левым резаком, тыловая кромка — правым.
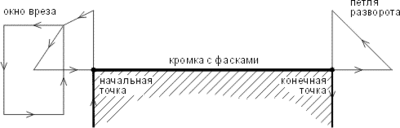
Траектория движения резака содержит специальные участки — окна вреза в местах включения боковых резаков и петли разворота резаков, — которые обеспечивают правильную ориентацию боковых резаков и соблюдение необходимых условий обработки. На рис. 4 показана траектория движения резаков при обработке детали с фасками.

Программа автоматически формирует траекторию окон вреза, учитывая взаимное расположение сегментов в начале кромки. На рис. 5 показан вид формируемых программой окон вреза при различных углах между сегментами в начальной точке. Положение окон вреза может быть изменено с помощью графического редактора. Пример окончательного варианта траектории инструмента для обработки деталей с фасками приведен на рис. 6.
Разметка листа
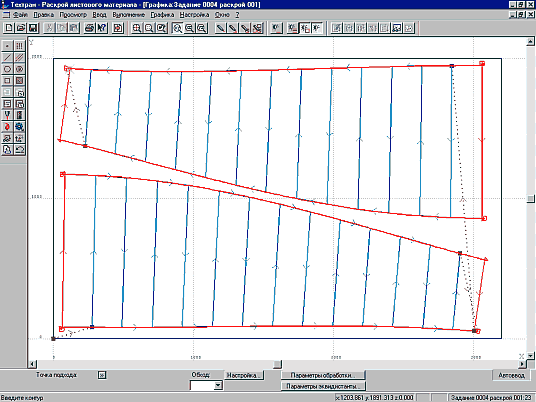
Нанесение разметки на лист производится с помощью порошка или керна. В Техтране контуры разметки могут храниться в базе данных вместе с деталью (в этом случае разметка оказывается размещенной на листе вместе с деталями). Для программирования работы блока разметки достаточно в нужной последовательности указать контуры разметки: программа произведет все необходимые переключения и построит траекторию. На рис. 7 показан результат использования программы при разметке линий гиба на крупногабаритных развертках.
Взаимодействие с другими программами семейства Техтран
Общность подхода к программированию обработки в различных программах семейства Техтран открывает возможность использования Раскроя листового материала во взаимодействии другими программами этого семейства.
Раскрой листового материала берет на себя функции организации базы данных деталей и выполняет размещение деталей на листе. Полученное размещение может использоваться как входные данные в программе, ориентированной на конкретный вид обработки (например, Техтран Фрезерная обработка или Техтран Электроэрозионная обработка).
Для контроля полученных управляющих программ предназначен Техтран Контроль управляющих программ. Он производит анализ УП с учетом особенностей конкретной системы ЧПУ, дает возможность получить информацию об используемых в УП инструментах, подпрограммах, встроенных циклах, технологических командах. Режим анимации позволяет наглядно представить движение инструмента по траектории.
Скачать статью в формате PDF — 636.1 Кбайт |


