
Главная » CADmaster №3(3) 2000 » Машиностроение Техтран Токарная обработка
На первый взгляд токарная обработка может показаться вполне понятной и простой: выбор формы деталей ограничен телами вращения, движение инструмента — в одной плоскости. Но в действительности именно этот вид обработки отличают разнообразие форм используемого инструмента и широкий спектр технологий. Впечатление простоты токарной обработки развеивается окончательно, когда решается задача автоматизации ее программирования.
Автоматизация технологического проектирования токарных операций
К решению этой задачи существует два подхода: расширение функций системы ЧПУ и применение специализированной системы автоматизации программирования, работающей на универсальном компьютере.
Основа первого подхода — применение в современных станках с ЧПУ мощных систем управления на базе высокопроизводительных микропроцессоров нового поколения. Это дает возможность использовать программное обеспечение, позволяющее производить разработку и отладку управляющих программ непосредственно на станке. Как правило, такое ПО представляет собой параметрические библиотеки технологических циклов точения, обработки канавок, растачивания, сверления
Другой подход, основанный на использовании CAM-систем, позволяет более эффективно решать нетривиальные задачи: проектирование многоинструментальной токарной обработки, обработку деталей сложной формы, когда требуется длительный цикл технологической отладки. Для этого необходимо иметь возможность моделировать вне станка весь процесс изготовления детали и тщательно анализировать результаты выполнения каждого технологического перехода.
Программа Техтран Токарная обработка реализует именно такой подход. Она входит в программный комплекс Техтран, который содержит набор CAM-систем, ориентированных на различные виды обработки: токарную, фрезерную, электроэрозионную. Помимо перечисленных Техтран включает программу раскроя листового материала. Все они объединены общим интерфейсом и единым подходом к автоматизации проектирования управляющих программ.
Технологическое проектирование токарной обработки в Техтране
Моделируя процесс изготовления детали на Техтране, технолог оперирует привычными категориями: деталь, заготовка, инструмент, зона обработки, технологический переход. Работа строится таким образом, чтобы автоматизировать всю рутинную работу по программированию обработки. Программа избавляет технолога от необходимости продумывать и строить траекторию инструмента, которая в токарной обработке может представлять собой сложнейшую «паутину», «опутывающую» деталь. Вместо этого требуется описать задействованные в процессе объекты: построить геометрическую модель детали и заготовки, из которой эта деталь изготавливается, описать геометрию инструментов, указать точку смены инструмента и способ базирования детали в зажимном приспособлении. Геометрическая модель детали строится в том виде, в каком она имеется на чертеже. Все переустановки детали, необходимые в технологическом процессе, моделируются программой, при этом возможно получение сразу нескольких управляющих программ, каждая из которых логически связана с предыдущей.
Проектирование обработки ведется по технологическим переходам и охватывает все промежуточные состояния — от заготовки до готовой детали. Реализованы следующие типы технологических переходов: точение, растачивание, подрезка, точение канавок, фасонное точение, отрезка, сверление, глубокое сверление, нарезание резьбы резцом и метчиком. Выбрав тип перехода и соответствующий инструмент, необходимо выделить зону обработки детали, указать запретные области, припуск на последующую обработку, другие необходимые параметры и установки перехода. На основании всей совокупности данных, описывающих условия обработки, Техтран автоматически производит загрузку инструмента, подход к началу зоны обработки и построение траектории инструмента для черновой и чистовой обработки, переключает подачи в зависимости от участка движения, осуществляет выход инструмента в точку смены

|
|
По завершении каждого перехода модель заготовки корректируется с учетом материала, снятого в результате обработки, и при дальнейшем проектировании рассматривается уже скорректированная заготовка. Таким образом, программа наглядно отображает реальную ситуацию и учитывает возможности применяемого инструмента при обработке заданного участка детали. Алгоритмы обработки, предлагаемые Техтраном, основываются на многолетнем опыте и традициях предприятий, использующих токарную обработку.
Основные возможности
Рассмотрим основные функции и возможности системы на примере проектирования обработки детали, представленной на рис. 1.
Операция обработки этой детали включает следующие переходы:
- сверление отверстия;
- подрезка торца подрезным резцом;
- точение наружной поверхности проходным резцом;
- точение канавки (черновое и чистовое);
- нарезание резьбы резцом.
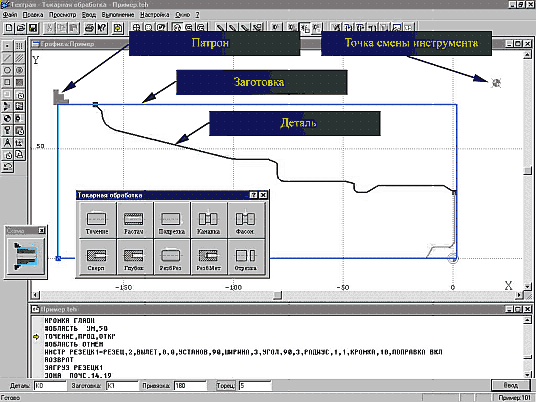
Проектирование обработки начинается с задания параметров базирования детали. На рис. 2 показаны контур детали и контур заготовки для одной из двух симметричных половинок детали и заготовки. Положение торца зажимного приспособления станка служит для контроля на столкновение инструмента с патроном или оправкой. В данном случае как зажимное приспособление используется патрон.
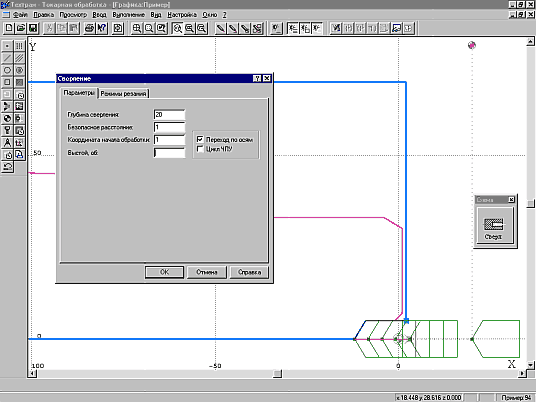
Первый переход — сверление. На рис. 3 видно, как сверло из точки смены выводится в исходную точку и производит сверление. Заготовка корректируется с учетом снятого материала.
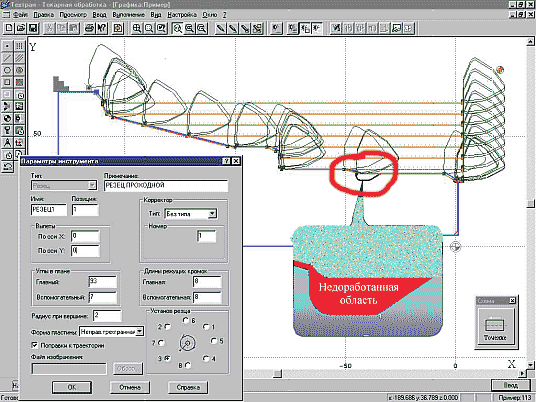
Следующий технологический переход, применяемый для обработки детали, — точение наружной поверхности. На рис. 4 — результат работы программы в этой ситуации. В нашем примере производилось точение только открытых участков зоны обработки по отношению к направлению подачи. Как следствие — неизбежное появление недоработанных областей. На рисунке хорошо видна такая область, недоступная для обработки при заданных параметрах перехода.
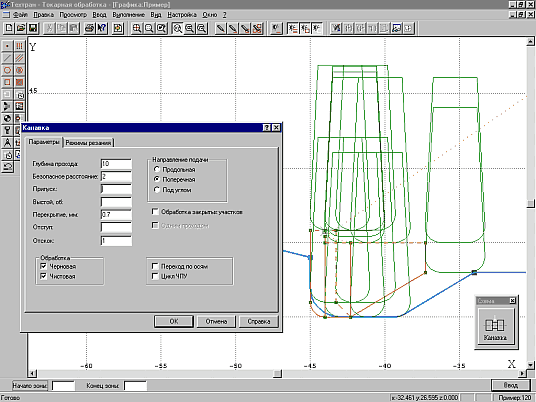
Снятие материала в этой области производится на следующем переходе — точении канавки. Недоработанная область выделяется как зона обработки, а в качестве инструмента используется канавочный резец (рис. 5).
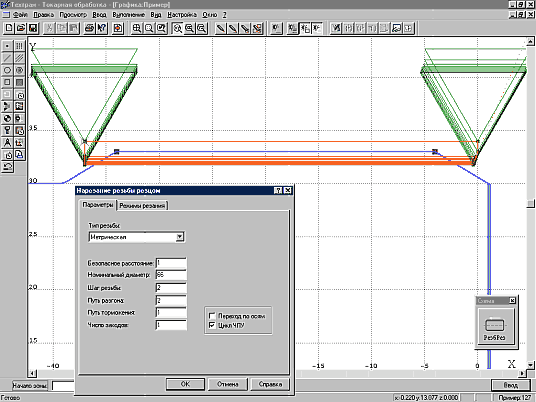
Завершает обработку детали переход нарезания резьбы резцом (рис. 6). Для обработки выбран резьбовой резец с пластиной, имеющей форму правильного трехгранника. Этот переход использует встроенный цикл нарезания резьбы системы ЧПУ.
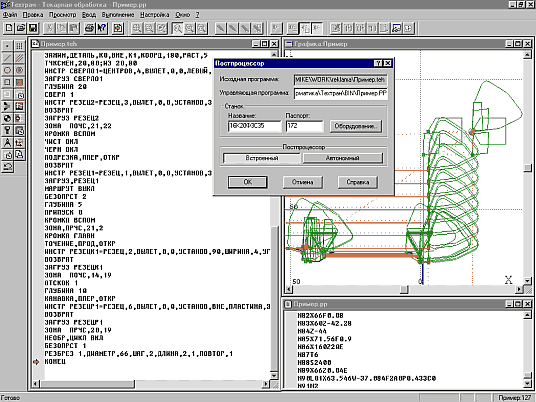
Получение управляющей программы
В состав системы включены данные об оборудовании, позволяющие формировать управляющие программы более чем для 70 моделей токарных и карусельных станков с ЧПУ. По программе для одного станка можно получить УП для любого другого из имеющихся в списке.
Техтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
Автоматическая генерация текста
В процессе проектирования обработки происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе, что позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы, к которым относятся:
- использование ранее написанных программ и макросов, быстрая их модификация;
- параметризация для типовых деталей;
- использование условных операторов, циклов, арифметических выражений и функций;
- возможность отладки и исправления ошибок.
Средства разработки и отладки программ
Система включает набор средств для работы с программой на языке Техтран:
- Команды выполнения (выполнить оператор, перейти в макрос, выполнить программу до конца, до курсора
и т.п.) позволяют выполнять и отлаживать программу на Техтране. Используя эти команды, можно выполнить программу целиком или по частям, приостанавливая процесс для анализа результатов выполнения отдельных операторов. - Средства контроля выполнения дают возможность просматривать значения переменных, использовать графическое окно для визуального контроля объектов программы и просматривать диагностическую информацию, сформированную в ходе выполнения программы.
* * *
Техтран Токарная обработка суммирует более чем десятилетний опыт работы в области автоматизации проектирования токарных операций с ЧПУ. Эксплуатация системы на ряде предприятий различных отраслей подтвердила правильность избранных решений, позволяющих наиболее полно учесть потребности отечественных машиностроителей.
Санкт-Петербург
Тел.: (812) 295−7671 (812) 118−6211
E-mail: tehtran@nipinfor.spb.su
Скачать статью в формате PDF — 974.3 Кбайт |


